3.3 lecke: Szerszámpálya generálás külső felületek esztergálására
Cél
Az előző leckében előkészítettük a modellt a megmunkálásra. Ebben a leckében megtanulhatja, hogyan lehet a darab gyártásához szükséges külső szerszámpályákat elkészíttetni az EgdeCAM programmal. Elsajátíthatja a szerszámtár használatát, megismerkedhet a pályatervezés alapjaival.
Követelmények
Ön akkor sajátította el megfelelően a tananyagot, ha ha a mintapéldához hasonló nehézségű feladaton a leckében ismertetett szerszámpálya típusokat felhasználva, önállóan, elvi helyes szerszámpályákat tud generálni.
Időszükséglet
A tananyag elsajátításához körülbelül 120 percre lesz szüksége.
Kulcsfogalmak
· megmunkálási üzemmód,
· szerszámválasztás,
· esztergáló ciklus,
· szerszámcsere pozíció,
· alakmásoló eljárás,
· generatív (lefejtő) eljárás
1. Bevezetés
A leckében az előző leckében előkészített munkadarab megmunkálását végezzük el. Amennyiben bezárta a programot, indítsa újra, majd nyissa meg az elmentett munkáját.
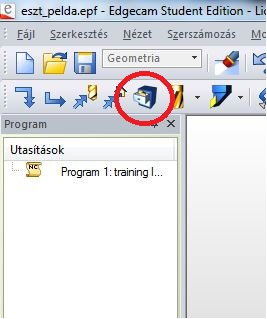
Az előző leckében a munkadarabot az esztergálásnak megfelelő tengelyirányba forgatta, beállította a nullpontját, generálta az előgyártmányt és felismertette az alaksajátosságokat, így elkezdődhet a szerszámpályák létrehozása. Szerszámpályákat a Megmunkálási üzemmódban tudunk készíteni, átkapcsolni az EdgeCAM képernyő jobb felső sarkában lévő marószerszámra emlékeztető ikonnal tudunk (1. ábra).
A Tervezési üzemmódba visszakapcsolni a mellette lévő „ceruza” ikonnal tudunk.
1. ábra Üzemmódváltás
2. Szerszámgép beállítás
Tevékenység: Tanulja meg a szerszámgép beállítás menetét! Végezze el a számozott lépéseket!
Amikor első alkalommal lép be a megmunkálási üzemmódba, meg kell adnia a végrehajtandó megmunkálás típusának részleteit, például marás vagy esztergálás. Az EdgeCAM számos párbeszédablakot alkalmaz a megmunkálás tulajdonságainak megadásához. Az első párbeszédablak a „Megmunkáló-program” párbeszédablak. Ez automatikusan megjelenik, amikor a Megmunkálás üzemmódba lépünk. „Megmunkálási mód”-nál kiválaszthatjuk, hogy a „Szerszámgép” listában milyen fajta szerszámgépek legyenek. A „Szerszámgép” listában ki kell választani azt a szerszámgépet, amivel a megmunkálást szeretnénk végrehajtani.
A „Kezdeti KKR”-nél ki kell választani, hogy melyik koordináta rendszer legyen a kezdő nullpontunk.
A „Munka adatok” fülön az Edgecam által opcionálisan készített, html formátumú technológia adatlap adatait állíthatjuk be.
Az „Eszterga beállítások” fülnél a megmunkálásunk pár meghatározó beállítását végezhetjük el. Ilyen beállítás például, hogy a szerszámgépünkön akarjuk-e alkalmazni a segédorsót, akarunk-e alkatrész átadást alkalmazni, valamint hogy a főorsó tokmánypofájának síkjától mennyire nyúlik ki a munkadarabunk nullpontja.
A „Tokmány Beállítás” fülön tudjuk beállítani, hogy a megmunkálás során melyik tokmányt, milyen megfogási átmérőben, milyen szögben szeretnénk alkalmazni, valamint hogy a pofa melyik lépcsőjével szeretnénk a megfogást biztosítani.
1. Lépjen át Megmunkálási üzemmódba.
2. Az alábbi pontok szerint töltse ki az automatikus felnyíló Megmunkáló-program ablakot (a többi mező maradjon az eredeti értéken):
3. Általános fül:
· Megmunkálási mód – Esztergálás
· Szerszámgép – training lathe mm (a megmunkáló gép neve)
· Kezdeti KKR – Esztergálás
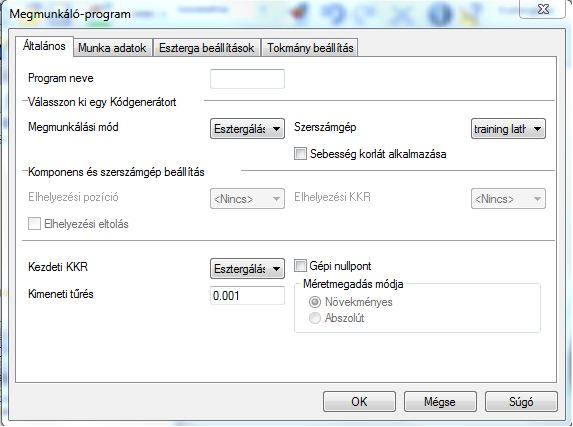
2. ábra Megmunkálási üzemmód – általános fül
4. Eszterga beállítások:
· Darab kinyúlása – 75 (befogáskor az előgyártmány tokmányon túlnyúló (megmunkálandó) végének távolsága a tokmánypofák síkjától)
· Kiindulási alkatrész – Nincs
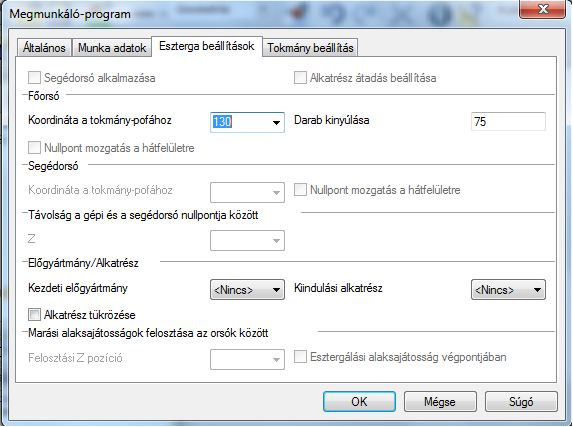
3. ábra Megmunkálási üzemmód – eszterga beállítások fül
5. Tokmány beállítás
· Tokmány – Új 3 pofás tokmány
· Tokmánypofa megfogási átmérő – Belső felület
· Alkatrész megfogási átmérő – 155 (előgyártmány átmérő: 155 mm)
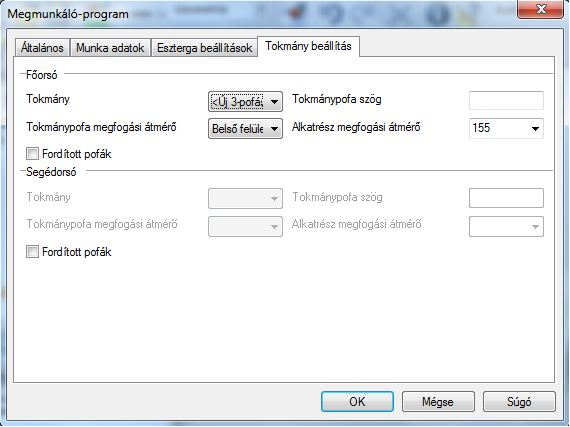
4. ábra Megmunkálási üzemmód – tokmány beállítás fül
(m3.jpg)
6. OK gombbal lépjen tovább
7. A tokmány megjelenítést a Nézet eszköztár – Szerszámgép megjelenítés paranccsal tudja ki/be kapcsolni.
Amennyiben mindent sikerült jól beállítani az alábbi összeállítást kell kapnunk.
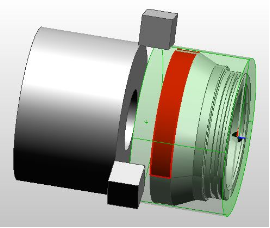
5. ábra Tokmány-előgyártmány-munkadarab
3. Szerszámválasztás
Tevékenység: Jegyezze meg a szerszámválasztás végrehajtásának menetét! A számozott lépéseket végezze el!
Az esztergálási ciklusok használata előtt ki kell választani a megfelelő szerszámot. Ez történhet a „Szerszámtárból” már egy létező szerszám kiválasztásával vagy egy új szerszám létrehozásával. A tananyagban a szerszámtárban alapból megtalálható szerszámválasztékból dolgozunk. A „Szerszámtár” elérésére szolgáló „szerszámos szekrényre emlékeztető” ikon a „Fő eszköztárban” található, közvetlenül a böngésző ablak fölött.
6. ábra Szerszámtár megnyitás
A szerszámtárban található szerszámok csoportosítva vannak a két alapcsoportba: eszterga és fúró szerszámok. Ezeken belül további csoportosítás van, például külső vagy belső beszúró szerszám.
Ha megtaláltuk a megmunkáláshoz megfelelő szerszámot, jobb egérgombbal ki tudjuk választani a legördülő listából. Tehát a következő ábrán látható listában a lista gördítésével keressük meg a szerszám nevét, és kattintsunk rá a jobb gombbal a kiválasztáshoz. A Szerkeszt gombra kattintva a szerszám geometriai és technológiai paramétereit ellenőrizhetők illetve változtathatók.
Szerszámpálya generálás során a program a Technológia fülön belül definiált forgácsolási paramétereket automatikusan betölti a szerszámmal végrehajtandó ciklusokba és műveletekbe. A forgácsolási paraméterek értékei manuálisan módosíthatók. A Kiválaszt gombara kattintva az EdgeCAM betölti a kiválasztott szerszámot a megmunkáló programba.
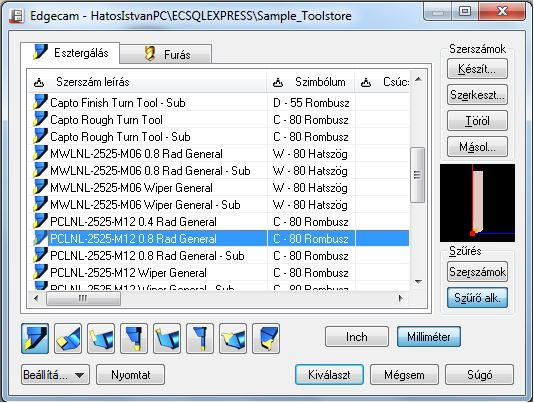
7. ábra Szerszámválasztás
8. Nyissa meg a Szerszámtárat.
9. Jelölje ki a PCLNL-2525-M12 0.8 Rad General szerszámot (Esztegálás fül/ Esztergakés csoport), majd a Kiválaszt gomb lenyomásával adja hozzá a megmunkáló programhoz. 7. ábra
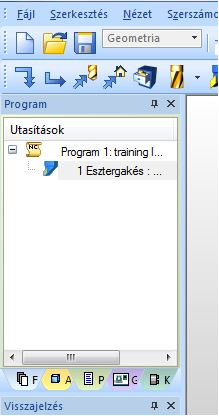
8. ábra Szerszám a programban
A 8. ábrán látható módon a szerszám bekerült a megmunkáló programba. A programba került szerszámra duplán kattintva, az aktuális szerszámhoz egy szűkített információs ablak jelenik meg (9. ábra). A További…fül Megjelenítés menüpont Szín mezőjének legördülő menüjéből kiválasztható, hogy az adott szerszám által készített szerszámpályák munkaelőtolással megtett részét milyen színnel rajzolja ki a program.
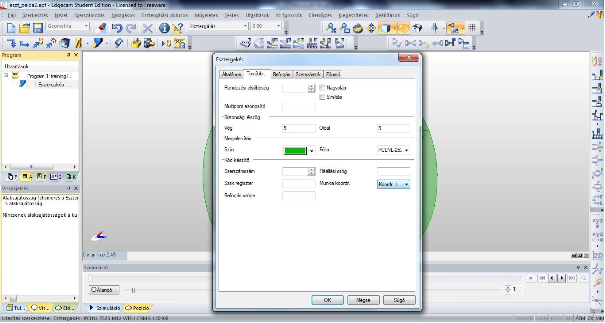
9. ábra Aktuális szerszámhoz tartozó szerszámpálya szín beállítása
További hasznos segítség a megjelenítésben, ha beállítjuk, hogy gyorsjárati mozgásokat a munkaelőtolástól eltérő színnel és vonaltípussal jelölje a rendszer. A funkció a Beállítások menü Színek pontjában érhető el.
10. A Beállítások menü Színek pontjában végezze el az 10. ábrán látható színbeállításokat. Majd OK lenyomásával zárja az ablakot.
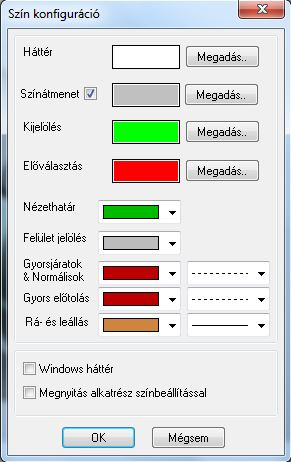
10. ábra Színbeállítás
4. Egyszerű esztergáló ciklus készítése
Tevékenység:
· Jegyezze meg az egyszerű esztergáló ciklus végrehajtásának menetét!
· A számozott lépéseket végezze el!
· A nem részletezett funkciók hatását önállóan próbálja ki az önellenőrzés során.
Az esztergálási ciklusok készítése során célszerű az úgynevezett Esztergálási nézetet használni, amit grafikus felület bal alsó sarka alatt található Nézetkiválasztó menüben állítható.
11. Váltson Esztergálási nézetbe.
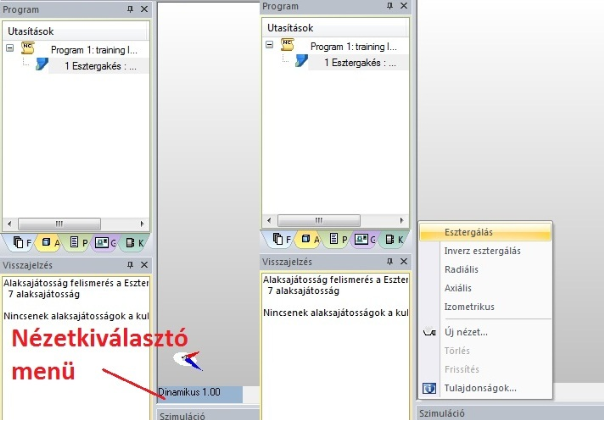
11. ábra Esztergálási nézetre váltás
(
A szerszámválasztás hatására az EdgeCAM képernyő jobb oldalán található esztergálás eszköztár azon ikonjai, melyek fel tudják használni a kiválasztott szerszámot, aktív állapotba kerülnek.
Az alábbiakban elkészítjük a megmunkáló programot. Elvégezzük a munkadarab gyártását leíró ciklusok definiálását. Ezeket a ciklusokat az EdgeCAM rögzíti, a „Program” ablakban lesznek láthatók.
A megmunkálás első műveletelemeként a munkadarab homlokfelületéről távolítjuk el a felesleges anyagot (a homlokfelületen lévő ráhagyás mértéke egyenlő az előgyártmány vég meghosszabbítás mértékével, 2 mm-rel) az Egyszerű esztergáló ciklus használatával.
12. Válassza ki az Egyszerű esztergáló ciklust, végezze el a következő beállításokat.
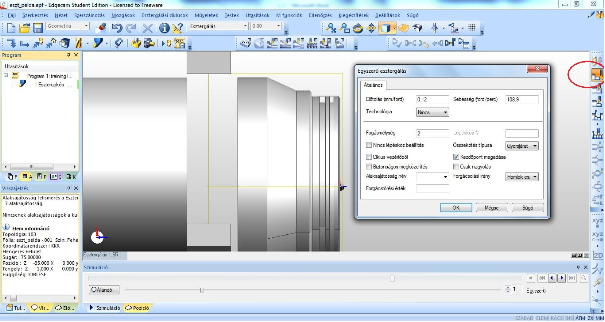
12. ábra Egyszerű esztergáló ciklus beállítása
Fogásmélység – Adjon meg a ráhagyásnál kisebb fogásmélységet, ha nem akarja a teljes anyagmennyiséget az első fogásban lemunkálni. Például, ha 1mm-es fogásmélységet ad meg az alkatrész homlokfelületén található 2mm-es ráhagyás eltávolításához, a szerszám kétszer végez megmunkáló fogást, minden alkalommal 1mm-el mélyebben munkálva az előző fogásnál.
Kezdőpont megadása - aktiválja ezt a módosítót annak érdekében, hogy lehetősége nyíljon a pontos kezdőpozíció megadására. Ha nem aktiválja, az EdgeCAM a szerszám aktuális „várakozási” pozíciójából kezdi el a ciklust.
13. Miután beállította az Egyszerű esztergálás paramétereit, zárja az ablakot az „OK” gombbal.
14. Figyelje a képernyő bal alsó sarkában megjelenő üzenetet: „Adja meg a ciklus kezdőpozícióját”. Klikkeljen az ábra szerint az előgyártmány homloklapja elé és fölé kicsivel.
13. ábra Egyszerű esztergáló ciklus kezdőpozíció beállítása
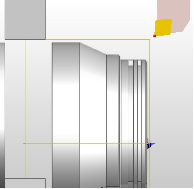
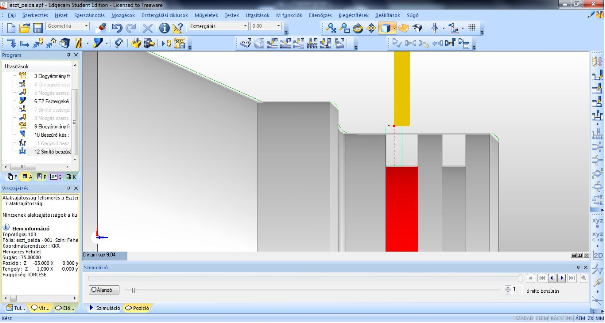
15. Az új üzenet: „Adja meg a célpontot”. A célpont (ciklus végpont) megadásához nyomja meg a billentyűzeten az X billentyűt. Gépelje be az ábra szerinti X-2Z0 értékeket és fogadja el a parancsot az OK lenyomásával.
14. ábra Egyszerű esztergáló ciklus célpont megadás
Mivel a szerszámnak van csúcssugara, így X=0 beállításnál a szerszám egy „anyagcsúcsot” hagyna a darab tengelyénél, ez indokolja a negatív X érték használatát. Az elkészült szerszámpálya képe a 15. ábrán látható. A zöld színű folytonos vonalak az előtoló (forgácsoló), a piros szaggatott vonalak pedig a gyorsjárati (pozícionáló) mozgásokat jelölik. A generált szerszámpályán a szerszám egy kitüntetett pontja az úgynevezett vezérelt pont halad végig, szerszámbemérés során ennek a pontnak a koordinátáját határozzák meg. A szerszám vezérelt pontját a program piros négyzettel jelöli, ez jól látható a 15. ábrán. A megmunkáló program pedig „Egyszerű esztergálás” nevű sorral bővült.
Ha a jobb egérgombbal kattintunk a program bármelyik szerszámpályát tartalmazó során, akkor a megjelenő menüben különböző funkciók érhetők el. A „Szerkesztést” kiválasztva módosítható az aktív szerszámpálya, „Törlést” választva törölhető a szerszámpálya, a „Szimulációt” választva elindul a szerszámpálya szimulációja, a „Látható” funkcióval módosításával a szerszámpálya elrejthető, az „Átnevezés” funkcióval egyéni nevet adhatunk a pályának. A szerszám megjelenítése is változtatható a „Megjelenítés” eszköztárban található „Szerszám megjelenítés” kapcsolóval.

15. ábra Egyszerű esztergáló ciklus eredménye
5. Nagyoló esztergáló ciklus készítése
Tevékenység:
· Jegyezze meg nagyoló esztergáló ciklus végrehajtásának menetét!
· A számozott lépéseket végezze el!
· A nem részletezett funkciók hatását önállóan próbálja ki az önellenőrzés során.
A „Nagyolás ciklus” több fogást készít a kontúr felett, annak érdekében, hogy eltávolítsa a nagyméretű ráhagyásokat. Általában ráhagyással használjuk, ami azt jelenti, hogy nem kész méretre munkálja a darabot, hanem egy programozott anyagvastagságot hagy egy azt követő simító szerszámpálya(k) számára. A ráhagyás értékét ennél a munkadarabnál 0,5 mm-re állítjuk be. Az előző, „Egyszerű esztergáló” ciklussal ellentétben, ez a ciklus figyelembe veszi a kontúr alakját.
A nagyoló parancs indítása előtt frissítsük az előgyártmányunkat, hogy a nagyoló szerszámpálya csak oda készüljön el, ahol még szükséges. Ehhez az M-funkciók menü Előgyártmány frissítés parancsát válasszuk, és a parancsra felugró ablakban egyből nyomjunk is egy OK gombot. Ilyenkor az Edgecam megvizsgálja, hogy az előző szerszámpályák honnan távolítottak el anyagot, és ennek megfelelően frissíti az előgyártmányt.
1. Végezze el az előgyártmány frissítését M-funkciók → Előgyátmány frissítés →OK
2. Vegye le az előző szerszámpálya láthatóságát! (Jobb klikk az elkészült szerszámpályát tartalmazó soron, majd a Látható állapotról pipa elvétele).
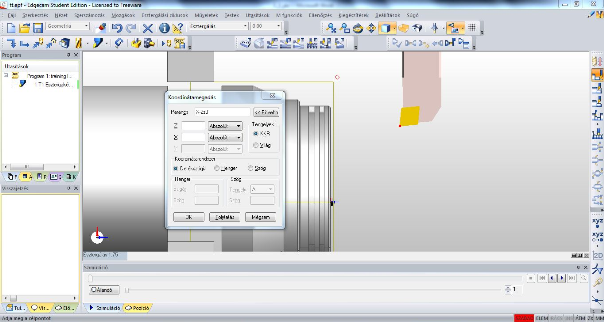
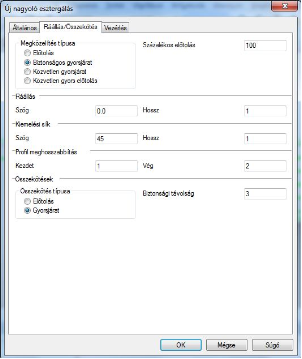
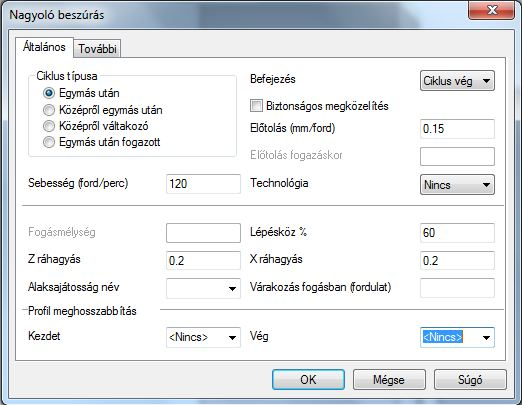
3. Indítsa el az Új nagyoló esztergálás ciklust, állítsa be az ábrákon szereplő paramétereket, majd nyomja meg OK gombot.
16. ábra Nagyoló esztergáló ciklus beállítás általános fül
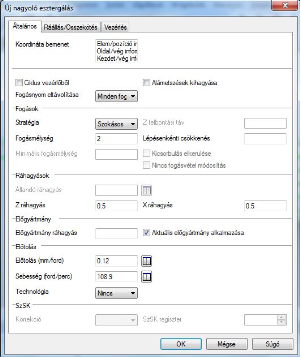
17. ábra Nagyoló esztergáló ciklus beállítás ráállás fül
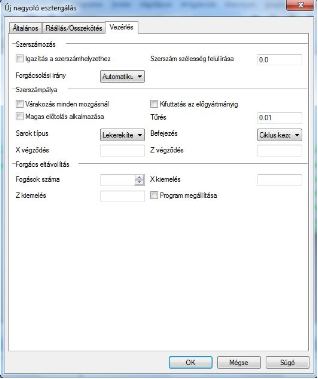
18. ábra Nagyoló esztergáló ciklus beállítás vezérlés fül
A következő lépés: „Adjon meg vonalat/körívet/folytonos elemet/görbét profilként.
4. Vagy a képernyőn vagy az alaksajátosságok ablakban válasszuk ki a hosszesztergálás előre alaksajátosságot bal egérgombbal, majd jobb egérgombbal fogadjuk el a kijelölést.
19. ábra Profil kiválasztása
Üzenet: „Adja meg a profillánc új kezdőpontját (vagy Befejezés)
Egy piros nyíl jelenik meg a kontúron, amit bal egérgombbal el tudunk helyezni a kontúr egyik vagy másik végére. Ez határozza meg a nagyolás irányát. Amennyiben a baloldali kontúrvégen helyezkedik el a nyíl, helyezze át a jobboldalira.
5. A nyíl megfelelő pozíciója esetén jobb egérgomb kattintással lépjünk tovább.
Üzenet: „Adja meg a kezdő/végpontot szerkesztéshez”
Az esztergálás végpontját jelző csillag jelenik meg a kontúr végpontján, bal egérgombbal áthelyezhető a szimbólum.
6. Jobb klikkel fogadjuk el a kontúr végpontját.
A parancs hatására elkészül a nagyoló szerszámpálya.

20. ábra Kész nagyoló ciklus
Tevékenység: jegyezze meg, hogyan lehet a szerszámot szerszámcsere pozícióba küldeni!
Az aktuális szerszámmal további megmunkálást már nem végzünk, új szerszámmal folytatjuk a megmunkálást. A biztonságos szerszámcsere érdekében a szerszámot célszerű szerszámcsere pozícióba mozgatni. Szerszámcsere pozícióba küldeni a szerszámot a Fő eszközsorban balról harmadik helyen található Szerszámcsere paranccsal lehet.
7. Küldje a szerszámot szerszámcsere pozícióba. Szerszámcsere parancs majd OK.
8. Kapcsoljuk ki az eddigi program részek Láthatóságát.
6. Simító kontúresztergáló ciklus készítése
Tevékenység: Jegyezze meg a kontúresztergáló ciklus végrehajtásának menetét! A számozott lépéseket végezze el!
A Nagyoló ciklusnál beállított 0,5 mm-es ráhagyást simító ciklus segítségével távolítjuk el. A ciklus egyetlen előtoló mozgást végez a munkadarab kontúr mentén.
1. A Szerszámtárból válassza ki a PCLNL-2525-M12 0.4 Rad General típusú kést.
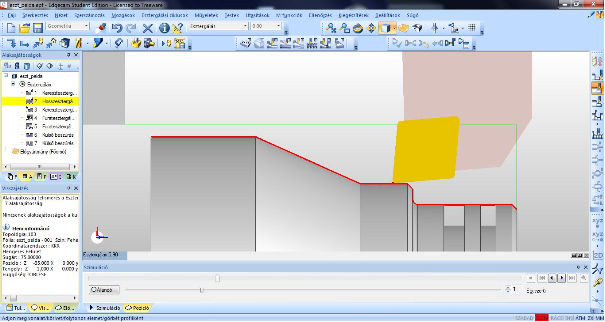
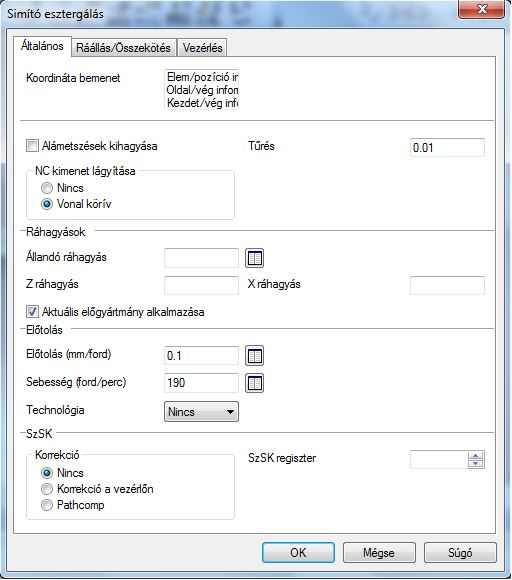
2. Válassza ki az Esztergálás eszköztárból a Simító esztergálás ciklust, állítsa be a következő paramétereket, majd nyomja meg OK gombot.
21. ábra Simító ciklus beállítása 1
22. ábra Simító ciklus beállítása 2
Miután beállította a simítás paramétereit, ki kell választani olyan alkotót, amelyek a simítandó kontúrt definiálja, illetve a profillánc kezdő és végpontját. A lépések megegyeznek a nagyoló ciklusnál ismertetett (19. 20. és 21. számú) lépéssel.
A következő lépés: „Adjon meg vonalat/körívet/folytonos elemet/görbét profilként.
3. Vagy a képernyőn vagy az alaksajátosságok ablakban válasszuk ki a hosszesztergálás előre alaksajátosságot bal egérgombbal, majd jobb egérgombbal fogadjuk el a kijelölést.
Üzenet: „Adja meg a profillánc új kezdőpontját (vagy Befejezés)
Egy piros nyíl jelenik meg a kontúron, amit bal egérgombbal el tudunk helyezni a kontúr egyik vagy másik végére. Ez határozza meg a simítás irányát. Amennyiben a baloldali kontúrvégen helyezkedik el a nyíl, helyezze át a jobboldalira.
4. A nyíl megfelelő pozíciója esetén jobb egérgomb kattintással lépjünk tovább.
Üzenet: „Adja meg a kezdő/végpontot szerkesztéshez”
Az esztergálás végpontját jelző csillag jelenik meg a kontúr végpontján, bal egérgombbal áthelyezhető a szimbólum.
5. Jobb klikkel fogadjuk el a kontúr végpontját.
A parancsok hatására elkészül a simító szerszámpálya.
6. Küldje a szerszámot szerszámcsere pozícióba. Szerszámcsere parancs majd OK.
7. Kapcsoljuk ki az eddigi program részek Láthatóságát.
8. Frissítse az előgyártmányt (lásd 16. lépés)
23. ábra Kész simító szerszámpálya
7. Beszúrások megmunkálása
Tevékenység: jegyezze meg, mit értünk alakmásoló és generatív eljárás alatt!
A beszúró megmunkálásnak két alap típusa létezik:
· alakmásoló eljárás: a szerszám geometriája és helyzete adja meg a beszúrás alakját
· generatív (lefejtő) eljárás: a szerszám alakja nem egyezik meg a beszúrás alakjával. A szerszám egy generált pályán mozogva készíti a kontúr geometriáját. Általában több lépésben készül:
o beszúrás nagyolása
o beszúrás simítása
A tananyag a generatív eljárást ismerteti.
8. Nagyoló beszúrás készítése
Tevékenység: Jegyezze meg a nagyoló beszúró ciklus végrehajtásának menetét! A számozott lépéseket végezze el.
1. A Szerszámtárból válassza ki a 2mm External Groove Tool külső beszúrót.
2. Válassza ki az Esztergálás eszköztárból a Nagyoló beszúrás ciklust, állítsa be a következő paramétereket, majd nyomja meg OK gombot.
24. ábra Nagyoló beszúrás beállítás
3. Vagy a képernyőn vagy az alaksajátosságok ablakban válasszuk ki a 25. ábrának megfelelő külső beszúrás alaksajátosságot bal egérgombbal, majd jobb egérgombbal fogadjuk el a kijelölést.
4. Üzenet: „Adja meg az előgyártmányt, vagy a ciklus kezdő pozícióját”. Ide fog gyorsjárattal pozícionálni a szerszám. Klikkeljen pár milliméterrel az aktuális beszúrás fölé (25. ábrán a zöld pont mutatja a kattintás pozícióját).
5. Jobb klikkel fogadja el a felkínált forgácsolási irányt. A ciklus elkészült, a 25. ábrán ellenőrizhető a végeredmény.
Tevékenység: Készítse el a másik beszúrás megmunkálását önállóan!
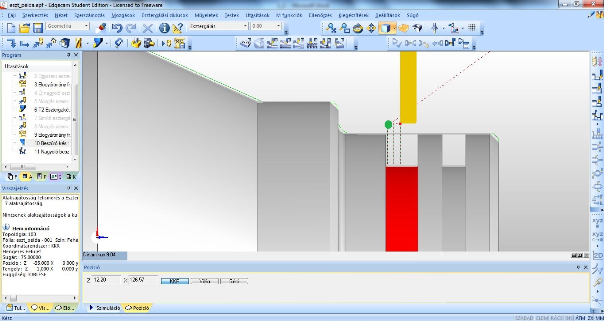
25. ábra Nagyoló beszúrás
9. Simító beszúrás készítése
Tevékenység: Jegyezze meg a simító beszúrás végrehajtásának menetét! A számozott lépéseket végezze el!
1. Válassza ki az Esztergálás eszköztárból a Simító beszúrás ciklust, állítsa be a következő paramétereket, majd nyomja meg OK gombot.
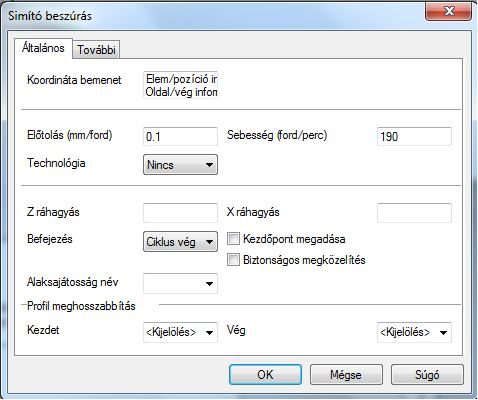
26. ábra Simító beszúrás beállítás
2. Vagy a képernyőn vagy az alaksajátosságok ablakban válasszuk ki az előzőleg nagyolt külső beszúrás alaksajátosságot bal egérgombbal, majd jobb egérgombbal fogadjuk el a kijelölést.
3. Üzenet: „Adja meg a profillánc új kezdőpontját (vagy Befejezés)”. Fogadja el jobb egérgombbal.
4. Üzenet: „Adja meg a kezdő/végpontot szerkesztéshez”. Fogadja el jobb egérgombbal.
27. ábra Simító beszúrás
5. Küldje el a szerszámot szerszámcsere pozícióba, majd kapcsolja le beszúró szerszámpályák láthatóságát és frissítse az előgyártmányt.
Tevékenység: Készítse el a másik beszúrás megmunkálását önállóan!
Az előgyártmány frissítése után jól látható, hogy azok a külső felületek, melyek az aktuális felfogásból megmunkálhatók, elkészültek. A következő feladat a belső felületek megmunkálása ami a következő leckében szerepel.
6. Mentse el az eddigi munkáját.
Önellenőrző kérdések
A leckében szereplő példán gyakorolja be az előírt tevékenységeket, majd készítsen saját modellt és próbálja azon is végig a fenti lépéseket. Önállóan változtasson az elkészült ciklusok forgácsolási és beállítási paraméterein, hogy megismerje hatásukat.