4.1 lecke: Modell előkészítése marásra tervező üzemmódban
Cél
A leckében elsajátítja a test beforgatását marási helyzetbe, nullpont beállítását, előgyártmány létrehozását és az automatikus alaksajátosság keresést.
Követelmények
Ön akkor sajátította el megfelelően a tananyagot, ha a mintapéldához hasonló nehézségű feladatban
· a munkadarabot a megfelelő marási pozícióba tudja forgatni,
· tetszőleges pozícióban tud koordináta rendszert létrehozni,
· automatikus előgyártmányt tud létrehozni,
· automatikusan alaksajátosságokat keresni.
Időszükséglet
A tananyag elsajátításához körülbelül 45 percre lesz szüksége.
Kulcsfogalmak
· nullpont,
· intellisnap,
· előgyártmány,
· alaksajátosság.
Bevezetés
Az marási részben a maras_pelda.stp kiterjesztésű modellen keresztül ismerjük meg a folyamat lépéseit. Először megnyitjuk a modellt, és beállítjuk a marásnál megszokott környezetet.
Tevékenység: hajtsa végre az alábbi lépéseket az EdgeCAM programban
1. Indítsa el az EdgeCAM programot, válassza a diákverzióban való futtatást.
2. Válassza ki marási felületet.
3. Nyissa meg az maras_pelda.stp modellt.
4. Válassza ki az maráshoz szokásos „XY környezet”-et. Ezt a „Beállítások” menü „XY környezet” kiválasztásával érheti el.
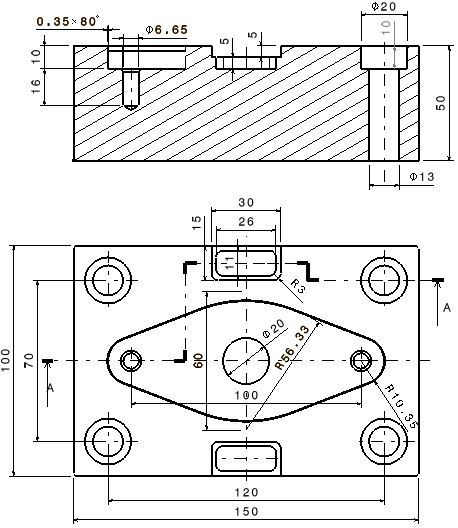
1. ábra A munkadarab műhelyrajza
Az EdgeCAM képernyő jobb alsó sarkában ellenőrizheti, hogy melyik koordináta megadási üzemmódban dolgozik. Az üzemmódot az adott gombra kattintva is módosíthatja.
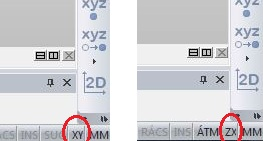
2. ábra A koordináta megadási üzemmódok
1. Nullpont beállítás
Tevékenység:
· Sajátítsa el a nullpont beállítás menetét, a számozott lépéseket végezze el.
· Ellenőrizze a nullpont beállítás helyességét.
A tervezési nullpont sokszor nem felel meg gyártási nullpontnak, ezért a gyártási igényeknek megfelelően át kell helyeznünk vagy új nullpontot kell létrehozni. A CAM rendszerben az alap koordináta rendszert nem tudjuk mozgatni, ezért a modellt mozgatjuk a kívánt pozícióba. A modellünk gyártási nullpontját a 3. ábra szerinti helyzetbe kívánjuk hozni. Azaz a Z tengely a középső furat tengelyével esik egybe, pozitív iránya az ábra szerinti, a Z=0 felület az ábrán jelölt, az X tengely a darab hosszabbik oldalával legyen párhuzamos.

3. ábra Nullpont beállítása maráshoz (cél)
A test mozgatása történhet az eszköztár „Test beforgatása maráshoz”, „Test_eltolása” vagy „Forgatás” parancsok segítségével. A mintapéldát a „Forgatás” és „Eltolás” parancsok segítségével végezzük el.
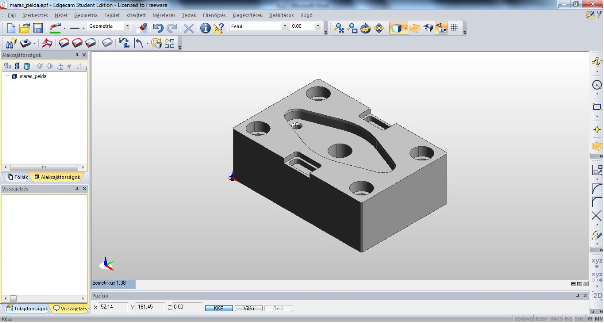
Marásnál a Z tengelynek kiemelt jelentősége van, mivel megmunkálásnál a főorsó és a megmunkálást végző forgó szerszámok tengelye határozza meg a Z irányt. A főorsó a Z pozitív irányban helyezkedik el. A darabunknak azon felületeit tudjuk elkészíteni 3 tengelyes magmunkálásnál, amelyek Z pozitív irányból megközelíthetők. A modell a beolvasás után a 4. ábrán látható nullponttal és tengely irányokkal rendelkezik. Mivel a darab másik oldalát (ahol a zsebek találhatók) szeretnénk megmunkálni, a modellt el kell forgatnunk a térben 180°-kal, hogy a Z tengely (kék nyíl) iránya a 3. ábra szerint legyen.
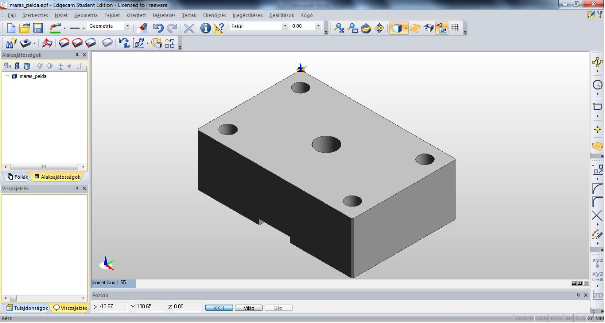
4. ábra Nullpont beállítása maráshoz (kiindulás)
5. Válassza a „Forgatás” parancsot. „Szerkesztés” menü „Transzformálás” parancs csoportban található.
6. Az „X elforgatás” ablakba írjuk az elforgatás mértékét. Jelen esetben: 180, majd OK. (X tengely körüli 180°-al történő elforgatás)
7. Üzenet: „Adja meg az elforgatás középpontját” Nyomja meg a billentyűzeten az X billentyűt. Gépelje be az ábra szerinti X0Y0Z0 (az origó koordinátái) értékeket és fogadja el a parancsot az OK lenyomásával. (4. ábra)
5. ábra Nullpont beállítása maráshoz (forgatás)
8. Üzenet: „Válassza ki a transzformálni kívánt elemeket”. Bal egérgombbal jelöljük ki a modellt, majd jobb egérgombbal fogadjuk el a kijelölést.
A szoftverben kijelölések elfogadása minden esetben az Enter gomb lenyomásával vagy jobb klikkel történik.
A parancs hatására a modell 180°-al elfordul X tengely körül és a modell zsebeket tartalmazó oldala látható az Z tengely pozitív tartományából nézve. A X tengely a modell hosszabbik oldalával párhuzamos így további elforgatásra nincs szükség (5. ábra). Következő feladat a nullpont pozíciójának beállítása, amit eltolással oldunk meg. A nullpont legyen a 2. ábra szerinti helyen, azaz X=0 és Y=0 furattengelyen, Z=0 a felületen. Az eltolás számszerű mértékének megállapításához, méréssel meg kell határozni az új nullpont pozíció tengelyenkénti távolságát az aktuális nulla ponttól.
6. ábra X tengely körüli forgatás eredménye
Geometria vizsgálatához az Intellisnap funkció bekapcsolása szükséges. Bekapcsolása a bal egérgombbal a grafikus képernyő tetszőleges pozíciójában kattintva majd az előugró gyorsindító menü Intellisnap parancsára egyszeri jobb egérgomb kattintással lehetséges. Ha az Intellisnap aktív, akkor az egérmutatót egy elem fölé mozgatva az előválasztási színre vált, és a képernyőn információ jelenik meg az elemről egy eszköztipp mezőben. A „V” billentyűt lenyomva egy sokkal részletesebb elemtulajdonságokat tartalmazó kiterjesztett üzenetablak jelenik meg. A nagyobb információablak addig marad aktív, amíg a „V” billentyűt újra le nem üti.
9. Kapcsolja be az Intellisnap funkciót, nyomja le a „V” billentyűt.
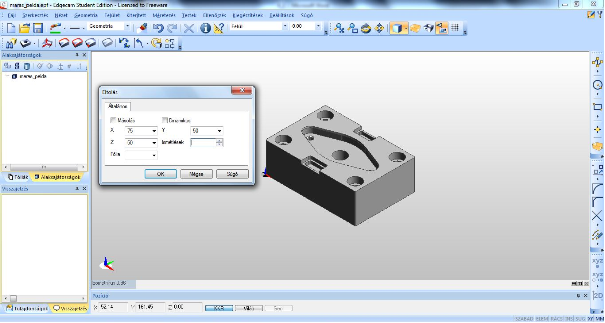
10. Végezze el az alábbi méréseket. A középső furat falára mozgatva az egér mutatót az „X75, Y50” érték látható az információs ablakban, ez a furat tengelyének jelenlegi pozíciója. Felső lapra mozgatva az egér mutatót a „Z50” érték látható.
A kívánt nullpont pozíció most az X75, Y50, Z50 értéket foglalja el. Ahhoz, hogy a meghatározott pont kerüljön a koordináta rendszer kezdő pontjába, a modellt, az egyes tengelyek mentén mért távolság értékekkel (X irányba -75, Y irányba -50, Z irányba
-50), az origó irányába el kell tolni.
11. Válassza a „Eltolás” parancsot. „Szerkesztés” menü „Transzformálás” parancs csoportban található.
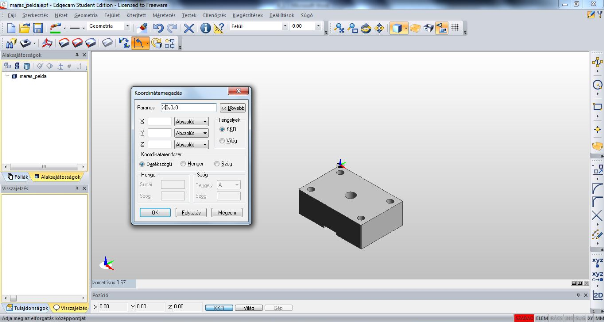
12. A felnyíló ablakot töltse ki a 6. ábra szerint a fenti értékekkel, majd OK lenyomással fogadja el.
7. ábra Nullpont beállítása maráshoz (eltolás)
13. Üzenet: „Válassza ki a transzformálni kívánt elemeket”. Bal egérgombbal jelöljük ki a modellt, majd jobb egérgombbal fogadjuk el a kijelölést.
A parancs eredményeként a 3. ábra szerinti koordinátarendszer elhelyezést kapjuk. Az Intellisnap funkcióval ellenőrizhető a felületek pozíciója.
2. Előgyártmány létrehozás
Tevékenység: sajátítsa el az automatikus előgyártmány létrehozás folyamatát, a számozott lépéseket végezze el!
Előgyármánynak nevezzük azt a testet, melyből kiindulva a gyártási folyamat során elkészül a munkadarab. A tananyagban forgácsolással munkáljuk meg az előgyártmányt. Forgácsolásnál az eltávolítandó anyagmennyiség (ráhagyás) az előgyártmány és a kész munkadarab különbsége. A szerszámpályák létrehozásánál nem elég a végső munkadarab geometriai ismerete, mivel a megmunkálások több fogásból állhatnak és ezek számításhoz a ráhagyások pontos ismerete szükséges.
Előgyártmány létrehozására több módszer létezik, természetesen lehet alakos előgyártmányokat is definiálni, a tanagyagban az automatikus generálás módszere kerül ismertetésre. Előgyártmányt létrehozni a jobboldali Eszközsor közepén található Előgyártmány/készülék paranccsal lehet.
1. Válassza az Előgyártmány/készülék parancsot, állítsa be a képen látható értékeket, majd OK paranccsal lépjen tovább.
A munkadarabunk egy téglatest alakú előgyártmányból forgácsolható ki gazdaságosan. Az előgyártmány oldalirányban és felül pár mm-el nyúlik túl a darabon. A túlnyúlásra azért van szükség, hogy egy darabolt előgyártmány minden irányban biztonsággal kiadja forgácsolás után munkadarabot. A Z negatív irányú túlnyúlás nagyobb értéke a satuban való biztonságos befogáshoz szükséges.
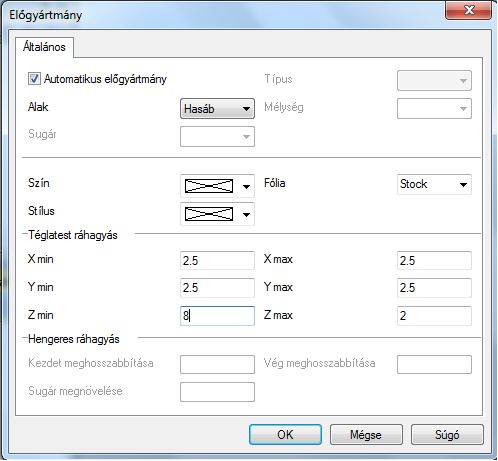
8. ábra Előgyártámny beállítás
A parancs hatására a Böngésző ablak Alaksajátosságok fülén létrejön egy Előgyártmány nevü sor. A modell és az előgyártmány megjelenítése a felső Eszközsoron található Megjelenítés és Előgyártmány megjelenítés ikonokkal változtatható. Az előgyártmány megjelenítési színe módosítható, az Alaksajátosságok fül Előgyártmány elemére duplán kattintva előugrik egy beállító ablak, ahol többek között az előgyártmány színe változtatható.
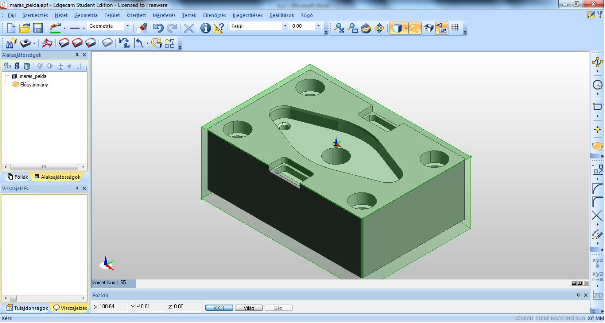
9. ábra Az elkészült előgyártmány
3. Alaksajátosság keresés
Tevékenység:sajátítsa el az automatikus alaksajátosság keresés folyamatát, a számozott lépéseket végezze el.
Alkatrészgyártásban (nem a szabad 3D felületek a jellemzőek, mint szerszámgyártásban) az alkatrész geometriáját vizsgálva úgynevezett alaksajátosságokat tudunk felismertetni. Ezen alaksajátosságokat felhasználva könnyen ki tudjuk jelölni technológiahelyesen a megmunkálandó felületeket. Marásnál ezek az alaksajátosságok lehetnek zsebek vagy szigetek, síkfelületek és furatok. Az alaksajátosságok keresését az Testek Eszköztáron található Alaksajátosság kereső ikonnal indíthatjuk.
Az Általános fülön beállíthatjuk, hogy több munkadarab illetve koordináta rendszer esetén melyiket vegye figyelembe. A Marás fülön beállíthatjuk, hogy mely alaksajátosságokat és milyen módon ismerjen fel az EdgeCAM. A Megjelenítés fülön az egyes alaksajátosságokhoz tartozó fóliákat és megjelenítési színeket állíthatjuk be. A fülek kitöltése, majd az OK gomb megnyomása után, az alaksajátosság ablakban megjelennek a felismert alaksajátosságok.
1. Végezze el az alaksajátosság keresést, az Alaksajátosság kereső ikonnal a képeken szereplő paramétereket állítsa be.
Az ábrákon látható értékek alap beállítási paraméterek. Az ilyen egyszerű darabok esetén ezek általában jók. A későbbiek során részletezni fogjuk azoknak az adatoknak a beállítását, amelyek eltérnek az alapértékektől.
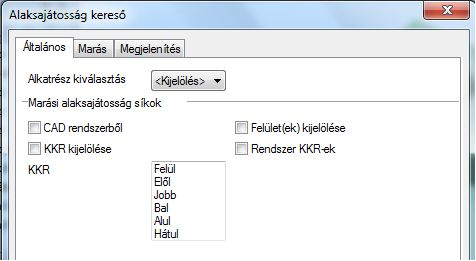
10. ábra Alaksajátosság keresés Általános fül
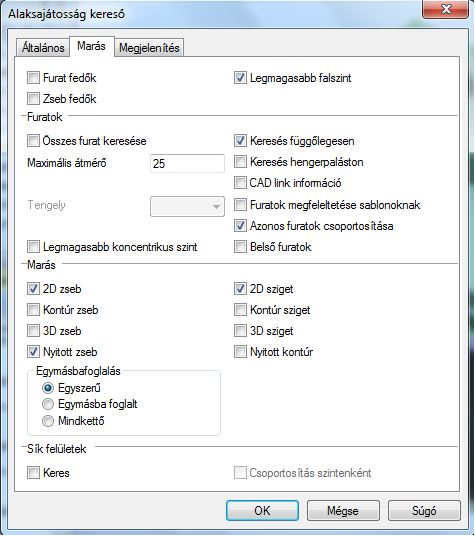
11. ábra Alaksajátosság keresés Marás fül
A felismert alaksajátosságokat grafikusan egyszerűen ellenőrizhetjük. Vigyük az egér kurzort az alaksajátosság ablakban szereplő valamely alaksajátosság fölé és a hozzá tartozó alaksajátosság felvillan. Bonyolult munkadaraboknál vagy speciális megmunkálási igényeknél előfordulhat, hogy az automatikus alaksajátosság kereséssel nem tudjuk a megfelelő alaksajátosságokat megtalálni. Az ilyen esetekben egy irányított alaksajátosság keresést kell végezni, ikonja a most ismertetett automatikus módszer ikonja mellett található.
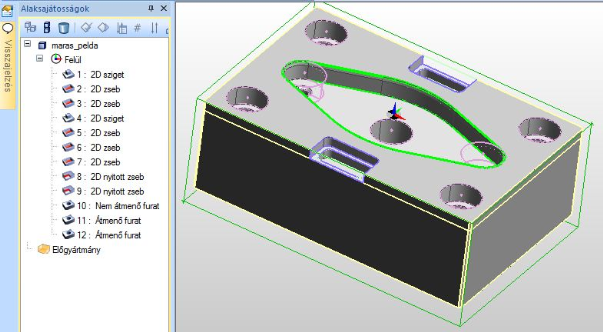
12. ábra Az alaksajátosságok megjelenítése
2. Az önellenőrző kérdések végrehajtása előtt, mentse el eddigi munkáját! A következő leckében az itt beállított koordinátarendszerben, a létrehozott előgyártmányból, az alaksajátosságokat felhasználva készítjük el a szerszámpályákat.
Tevékenység:
Miután mentette munkáját, indítsa újra az alaksajátosság keresést, változtassa a beállításokat, és figyelje meg az egyes paraméterek hatását az eredményre.
Önellenőrző feladat
A leckében szereplő példán gyakorolja be az előírt tevékenységeket.
A maras_pelda2.stp modellen végezze el a leckében megismert beállításokat (darab beforgatása, előgyártmány definiálás, alaksajátosságok keresése). A 13. ábrával összehasonlítva ellenőrizheti a munkáját. Mentse el munkáját.
· az X tengely a rövidebbik oldallal legyen párhuzamos, a nullpont a csavarfejsüllyesztéshez legközelebbi sarokban legyen
· előgyártmány méretei: X és Y túlnyúlások: 3 mm, Z alul: 10 mm, Z felül: 2mm
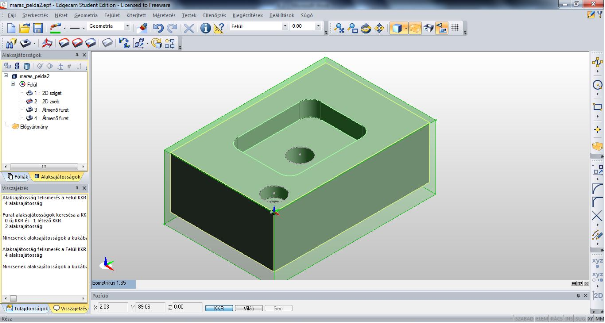
13. ábra Lecke önellenőrzés
Készítsen saját modellt és próbálja azon is végig a fenti lépéseket.