4.2 lecke: Szerszámpálya generálás marásra 1.
Cél
Az előző leckében előkészítettük a modellt a megmunkálásra. Ebben a leckében megtanulhatja, hogyan lehet a darab gyártásához szükséges síkmaró, nagyoló és profilozó szerszámpályákat elkészíttetni az EgdeCAM programmal. Elsajátíthatja a szerszámtár használatát, megismerkedhet a pályatervezés alapjaival.
Követelmények
Ön akkor sajátította el megfelelően a tananyagot, ha a mintapéldához hasonló nehézségű feladaton a leckében ismertetett szerszámpálya típusokat felhasználva önállóan elvi helyes szerszámpályákat tud generálni
Időszükséglet
A tananyag elsajátításához körülbelül 120 percre lesz szüksége.
Kulcsfogalmak
· megmunkálási üzemmód,
· szerszámválasztás,
· síkmaró ciklus,
· nagyoló ciklus,
· profilozó ciklus.
Bevezetés
Ebben a leckében az előző leckében előkészített munkadarab megmunkálását végezzük el. Amennyiben bezárta a programot, indítsa újra, majd nyissa meg az elmentett munkáját.
Az előző leckében a munkadarabot a marásnak megfelelő tengelyirányba forgatta, beállította a nullpontját, generálta az előgyártmányt és felismertette az alaksajátosságokat, így elkezdődhet a szerszámpályák létrehozása. Szerszámpályákat a Megmunkálási üzemmódban tudunk készíteni, átkapcsolni az EdgeCAM képernyő jobb felső sarkában lévő marószerszámra emlékeztető ikonnal tudunk (1. ábra).
A Tervezési üzemmódba visszakapcsolni a mellette lévő „ceruza” ikonnal tudunk.
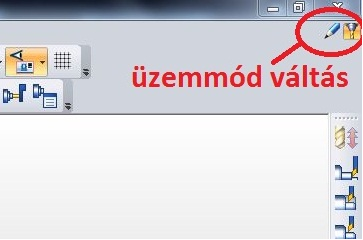
1. ábra Üzemmódváltás
1. Szerszámgép beállítás
Tevékenység: tanulja meg a szerszámgép beállítás menetét, a számozott lépéseket végezze el!
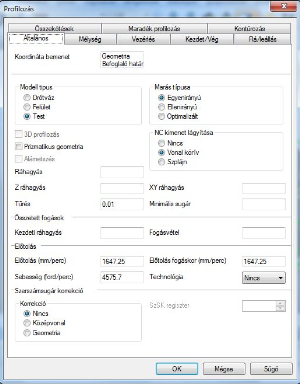
Amikor első alkalommal lép be a megmunkálási üzemmódba, meg kell adnia a végrehajtandó megmunkálás típusának részleteit, például marás vagy esztergálás. Az EdgeCAM számos párbeszédablakot alkalmaz a megmunkálás tulajdonságainak megadásához. Az első párbeszédablak a „Megmunkáló-program” párbeszédablak. Ez automatikusan megjelenik, amikor a Megmunkálás üzemmódba lépünk. „Megmunkálási mód”-nál kiválaszthatjuk, hogy a „Szerszámgép” listában milyen fajta szerszámgépek legyenek. A „Szerszámgép” listában ki kell választani azt a szerszámgépet, amivel a megmunkálást szeretnénk végrehajtani, illetve beállíthatjuk a munkadarab és szerszámgép egymáshoz képesti pozícióját.
A „Kezdeti KKR”-nél ki kell választani, hogy melyik KKR legyen a kezdő nullpontunk.
A „Munka adatok” fülön az EdgeCAM által opcionálisan készített html formátumú technológia adatlap adatait állíthatjuk be.
1. Lépjen át Megmunkálási üzemmódba.
2. Az alábbi ábra szerint töltse ki az automatikus felnyíló Megmunkáló-program ablakot (a többi mező maradjon az eredeti értéken), Szerszámgép – sample mill vertical.mcp.
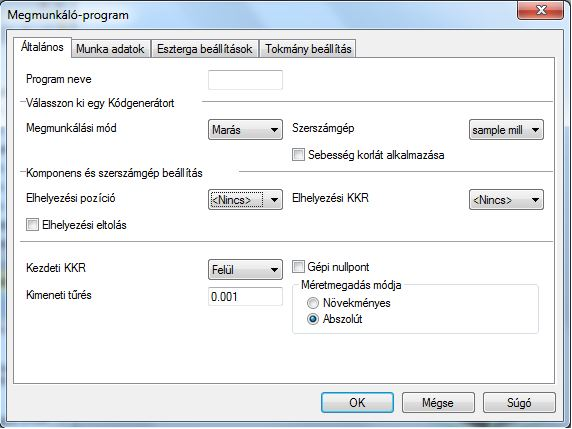
2. ábra Megmunkáló-program alapbeállítás
3. OK gombbal lépjen tovább
Átkerülünk megmunkálási üzemmódba. Baloldalon a program ablakban az alábbi sort látjuk: „Program1: sample mil v…”
4. Kattintson duplán a „Program1: sample mill v…” sorra. Végezze el az alábbi beállításokat, majd OK gombbal lépjen tovább.
A Z elhelyezési távolság megadásával a munkadarabunk Z irányú pozícióját állítottuk be, elemelve azt a szerszámgép asztalától. A Z elhelyezési távolság értékkel a szerszámgépünk asztal pozícióját adjuk meg, az általunk használt munkadarab koordináta rendszerben. A jelen példában alkalmazott „-80” megadásával, a munkadarab felső síkja 80 mm-re az asztal síkjától.
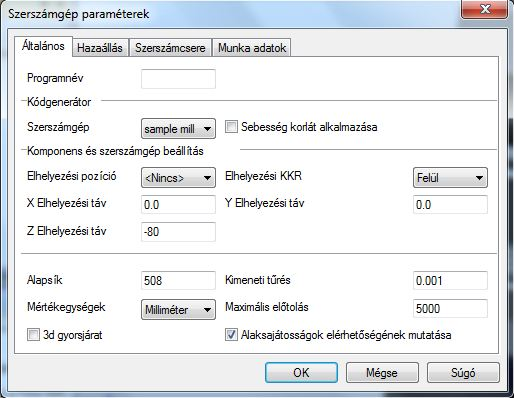
3. ábra Megmunkáló gép beállítása
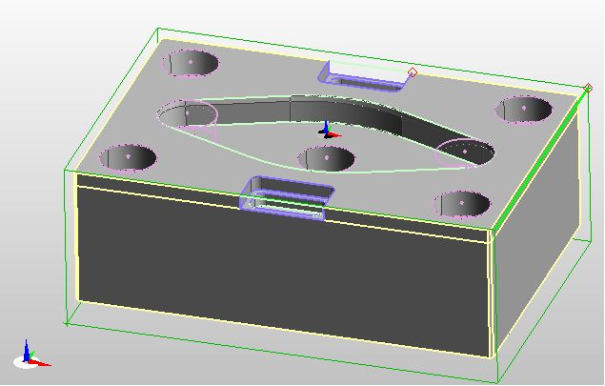
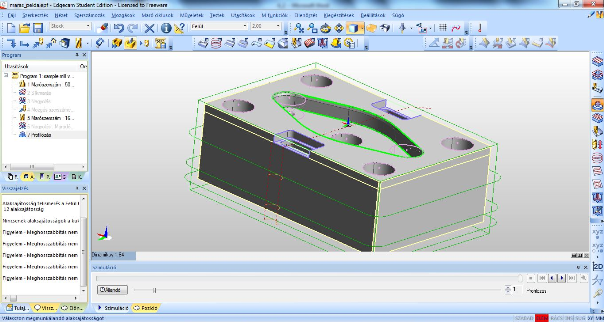
Amennyiben mindent sikerült jól beállítani, a 4. ábrán látható összeállítást kell kapnunk. (Amennyiben nem ezt látja, próbálja forgatni és nagyítani/kicsinyíteni a modellt.)
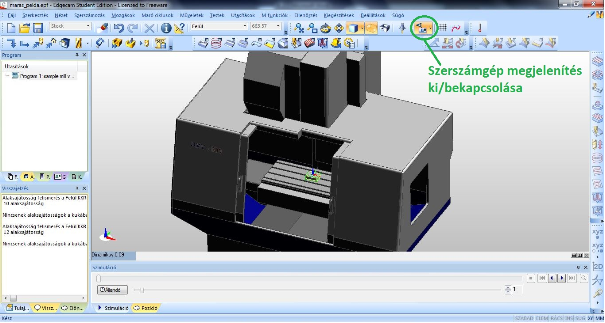
4. ábra Marógép-darab
Egy teljes gép-készülék-munkadarab-szerszám szimulációhoz még szükség lenne annak a készüléknek a 3D modelljére, amiben az előgyártmányt rögzítjük megmunkálás során. A szerszámgép modelljének láthatósága a szerszámpályák tervezése során nem szükséges, ezért célszerű kikapcsolni a láthatóságát.
5. Kapcsolja ki a szerszámgép megjelenítését! Nézet eszköztár – Szerszámgép megjelenítés (lásd 4. ábra)
2. Szerszámválasztás
Tevékenység: Jegyezze meg a szerszámválasztás menetét, a számozott lépéseket végezze el.
Az marási ciklusok használata előtt ki kell választani a megfelelő szerszámot. Ez történhet a „Szerszámtárból” már egy létező szerszám kiválasztásával vagy egy új szerszám létrehozásával. A tananyagban, a szerszámtárban alapból megtalálható szerszámválasztékból dolgozunk. A „Szerszámtár” elérésére szolgáló „szerszámos szekrényre emlékeztető” ikon a „Fő eszköztárban” található, közvetlenül a böngésző ablak fölött.
5. ábra Szerszámtár megnyitás
A szerszámtárban található szerszámok csoportosítva vannak három alapcsoportba marás, fúrás és bemérés szerszámai, majd ezeken belül is csoportosítás van, például szármaró vagy síkmaró szerszám.
Ha megtaláltuk a megmunkáláshoz megfelelő szerszámot, jobb egérgombbal ki tudjuk választani a legördülő listából. Tehát a következő ábrán látható listában a lista gördítésével keressük meg a szerszám nevét, és kattintsunk rá a jobb gombbal a kiválasztáshoz. A Szerkeszt gombra kattintva a szerszám geometriai és technológiai paramétereit ellenőrizhetők, illetve változtathatók. Szerszámpálya generálás során a program a Technológia fülön belül definiált forgácsolási paramétereket automatikusan betölti a szerszámmal végrehajtandó ciklusokba és műveletekbe. A forgácsolási paraméterek értékei manuálisan módosíthatók. A Kiválaszt gombara kattintva az EdgeCAM betölti a kiválasztott szerszámot a megmunkáló programba.
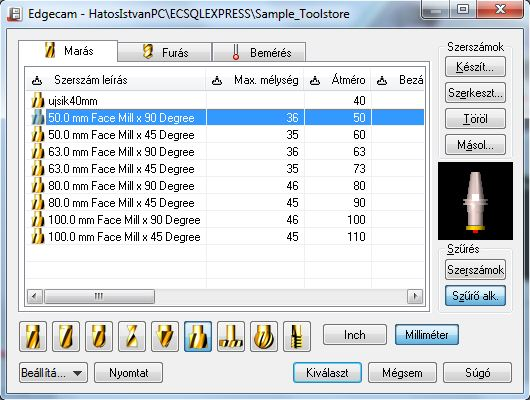
6. ábra Szerszámválasztás
6. Nyissa meg a Szerszámtárat.
7. Jelölje ki a 50.0 mm Face Mill x 90 Degree szerszámot (Marás fül/ Síkmarók csoport), majd a Kiválaszt gomb lenyomásával adja hozzá a megmunkáló programhoz. 6. ábra
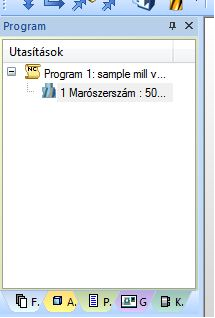
7. ábra Szerszám a programban
Az 7. ábrán látható módon a szerszám bekerült a megmunkáló programba. A programba került szerszámra duplán kattintva az aktuális szerszámhoz egy szűkített információs ablak jelenik meg (8. ábra). A További…fül Megjelenítés menüpont Szín mezőjének legördülő menüjéből kiválasztható, hogy az adott szerszám által készített szerszámpályák munkaelőtolással megtett részét milyen színnel rajzolja ki a program.
8. ábra Aktuális szerszámhoz tartozó szerszámpálya szín beállítása
További hasznos segítség a megjelenítésben, ha beállítjuk, hogy gyorsjárati mozgásokat a munkaelőtolástól eltérő színnel és vonaltípussal jelölje a rendszer. A funkció a Beállítások menü Színek pontjában érhető el.
8. A Beállítások menü Színek pontjában végezze el az 9. ábrán látható színbeállításokat. Majd OK lenyomásával zárja az ablakot.
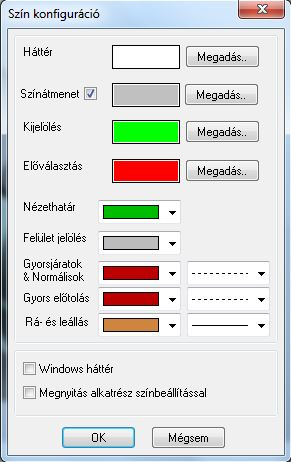
9. ábra Színbeállítás
(szinbeallitas.jpg)
3. Síkmaró ciklus készítése
Tevékenység:
· Sajátítsa el a ciklus használatát, a számozott lépéseket végezze el!
· A szövegesen magyarázott funkciók hatását mindenképp próbálja ki önállóan az önellenőrzés során.
A szerszámválasztás hatására az EdgeCAM képernyő jobb oldalán található „Marás eszköztár” azon ikonjai, melyek fel tudják használni a kiválasztott szerszámot, aktív állapotba kerülnek.
Az alábbiakban elkészítjük a megmunkáló programot. Elvégezzük a munkadarab gyártását leíró ciklusok definiálását. Ezeket a ciklusokat az EdgeCAM rögzíti, a „Program” ablakban lesznek láthatók.
A megmunkálás első műveletelemeként, a munkadarab tetejéről távolítjuk el a felesleges anyagot (2mm: az előgyártmány definiálás során megadott „Z max” érték) a Síkmarás ciklus használatával.
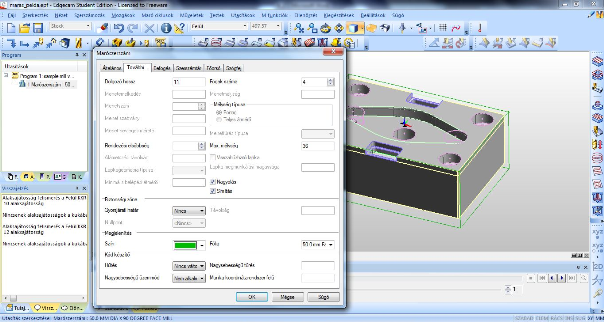
1. Válassza ki a Síkmarás ciklust, végezze el a következő beállításokat.
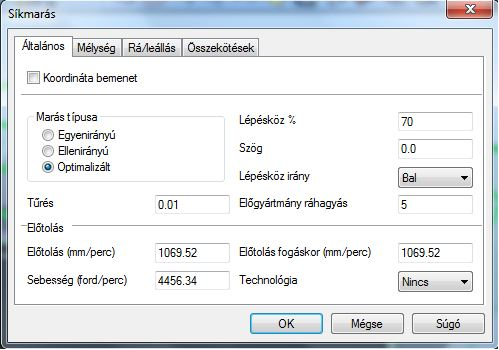
10. ábra Síkmaró ciklus beállítása 1
Marás típusa: a szerszámpályát úgy generálja a program, hogy a forgácsolás végig egyen-, vagy ellenirányú legyen, illetve optimalizált esetben a legrövidebb szerszám útvonalra törekszik.
Tűrés: a szerszámpálya milyen tűrésmezőn belül követi le a modell geometriáját.
Lépésköz %: az oldal irányú lépések távolsága a szerszám átmérő százalékában.
Szög: a szerszámpálya iránya állítható, fokban megadva.
Lépésköz iránya: jobb vagy bal oldalon legyen a szerszámpálya kezdőpontja.
Előgyártmány-ráhagyás: a szerszámpálya készítéskor az előgyártmányt a beírt értékkel szélesebbnek tekinti a később megadandó zárt profilnál.
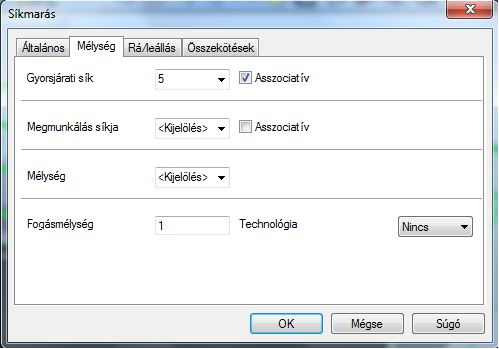
11. ábra Síkmaró ciklus beállítása 2
Gyorsjárati sík: a gyorsjárati sík definiálása. Asszociatív megadás választása esetén a beírt érték nem abszolút koordináta, hanem a megmunkálás síkjától számított növekményes érték. (Gyorsjárati sík: a megmunkálás során egy biztonsági sík, a definiált magasságban és a fölött a szerszám biztonságosan mozoghat gyorsjárattal (maximális előtolással)).
Példa az asszociatív értékadás értelmezéséhez: A megmunkálási síkunk legyen a Z=10 szinten. Gyorsjárati sík megadási mezőjébe írjuk az „5” értéket. Asszociatív megadásnál (pipa a négyzetben), a gyorsjárati sík a megmunkálás síkjától számított növekmény lesz. Azaz 10+5=15, tehát a gyorsjárati sík Z=15 mm magasságban lesz. Nem asszociatív adatmegadásnál, a beírt értéket, abszolút koordinátának értelmezi. Így a gyorsjárati sík Z=5 mm magasságban lenne. Ez nem lehetséges, mivel a megmunkálási sík alá esik, a program figyelmeztet: „A gyorsjárati síknak a megmunkálás szintje fölött kell lenni”. Azonos eredmény eléréséhez a mezőben a „15” értéket írjuk.
Megmunkálás síkja: a megmunkálás kezdetének/legfelső pontjának síkja. Megadási lehetőségek:
· „Nincs” – az alaksajátosság legfelső pontja,
· „Kijelölés” – egy később kijelölt pont,
· „Érték” – számértékkel megadva.
Mélység: a megmunkálás legalsó pontjának síkja. Megadási lehetőségek:
· „Nincs” – az alaksajátosság legalsó pontja,
· „Kijelölés” – egy később kijelölt pont,
· „Érték” – számértékkel megadva.
Fogásmélység: – a ráhagyásnál kisebb fogásmélységet kell megadni, ha nem akarja a teljes anyagmennyiséget egy fogásban lemunkálni. Például, ha 1mm-es fogásmélységet ad meg az alkatrész felületén található 2mm-es ráhagyás eltávolításához, a szerszám kétszer végez megmunkáló fogást, minden alkalommal 1mm-el mélyebben munkálva az előző fogásnál.
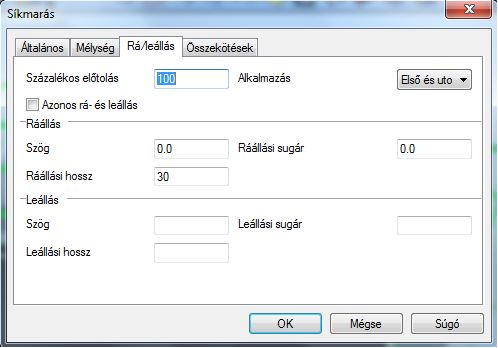
12. ábra Síkmaró ciklus beállítása 3
A 12. ábrán a rá- és leálló mozgások irányát, alakját, hosszát és sebességét beállító képernyőkép látható. A rá/leálló mozgások a megközelítő/pozícionáló és a ténylegesen forgácsoló mozgásokat kötik össze. A szerszám és szerszámgép dinamikus igénybevételének csökkentése miatt sokszor csökkentett előtolást, és körív vagy érintő irányú megközelítést célszerű alkalmazni.
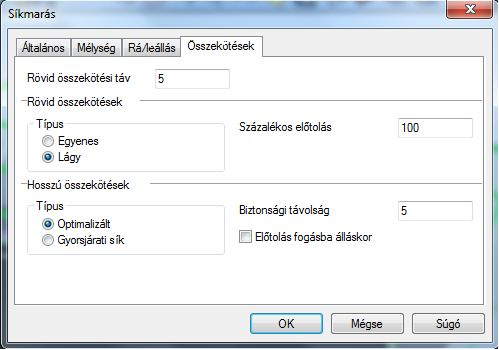
13. ábra Síkmaró ciklus beállítása 4
A rövid összekötési táv paraméter érték segítségével az összekötő mozgások kétfelé csoportosíthatók. A beírt értéknél rövidebb összekötő mozgást rövidnek az ennél hosszabbat pedig hosszú összekötő mozgásnak tekinti. A rövid összekötések két mozgás típussal valósíthatók meg, egyenes vagy ívelt mozgással. A hosszú összekötéseknél megadható a kiemelés mértéke, ez lehet a gyorsjárati sík vagy optimált esetben a biztonsági távolságra beírt érték (13. ábra).
2. Miután beállította a síkmarás paramétereit, zárja az ablakot az „OK” gombbal.
3. Figyelje a képernyő bal alsó sarkában megjelenő üzenetet: „Adja meg a Megmunkálás síkját a parancshoz”. Klikkeljen az előgyártmány valamelyik felső sarkában megjelenő fogópontra. Amennyiben a szerszám megjelenik a kurzoron, annak láthatóságát célszerű lekapcsolni (Megjelenítés eszköztár – Szerszám megjelenítés).
4. Az új üzenet: „Pont a mélység megadásához”. Klikkeljen a munkadarab felső síkján egy tetszőleges fogópontra.
A kiválasztott fogópontok helyén kis piros négyzetek jelennek meg. A következő ábra az eddigi magasságoknak megfelelő kiválasztást mutatja.
14. ábra Síkmaró ciklus célpontok megadás
5. Üzenet: „Válasszon zárt profilokat a megmunkáláshoz”. Jelölje ki a munkadarabot befoglaló 2D sziget nevű alaksajátosságot (15. ábra). A kijelölést jobb klikkel fogadja el.
15. ábra Síkmaró ciklus zárt profil megadása megadás
Az elkészült szerszámpálya képe a 16. ábrán látható. A zöld színű (vagy ami az aktuális szerszámhoz, szerszámpálya színként beállításra került) folytonos vonalak az előtoló (forgácsoló), a piros szaggatott vonalak pedig a gyorsjárati (pozícionáló) mozgásokat jelölik. A generált szerszámpályán a szerszám egy kitüntetett pontja az úgynevezett vezérelt pont halad végig, szerszámbemérés során ennek a pontnak a koordinátáját határozzák meg. A szerszám vezérelt pontját a program piros négyzettel jelöli. A megmunkáló program pedig „Síkmarás” nevű sorral bővült.
Ha a jobb egérgombbal kattintunk a program bármelyik szerszámpályát tartalmazó során, akkor a megjelenő menüben különböző funkciók érhetők el. A „Szerkesztést” kiválasztva módosítható az aktív szerszámpálya, „Törlést” választva törölhető a szerszámpálya, a „Szimulációt” választva elindul a szerszámpálya szimulációja, a „Látható” funkcióval módosításával a szerszámpálya elrejthető, az „Átnevezés” funkcióval egyéni nevet adhatunk a pályának. A szerszám megjelenítése is változtatható a „Megjelenítés” eszköztárban található „Szerszám megjelenítés” kapcsolóval.

16. ábra Síkmarás eredménye
3. Nagyoló ciklus készítése
Tevékenység:
· Jegyezze meg nagyoló ciklus végrehajtásának menetét! A számozott lépéseket végezze el!
· A nem részletezett funkciók hatását önállóan próbálja ki az önellenőrzés során.
A „Nagyolás ciklus” több fogást készít a kontúr mellett, annak érdekében, hogy eltávolítsa a nagyméretű ráhagyásokat. Általában ráhagyással használjuk, ami azt jelenti, hogy nem kész méretre munkálja a darabot, hanem egy programozott anyagvastagságot hagy, egy azt követő simító szerszámpálya (vagy szerszámpályák) számára.
1. Vegye le az előző szerszámpálya láthatóságát
2. Indítsa el a Nagyolás ciklust, állítsa be az ábrákon szereplő paramétereket, majd nyomja meg OK gombot.
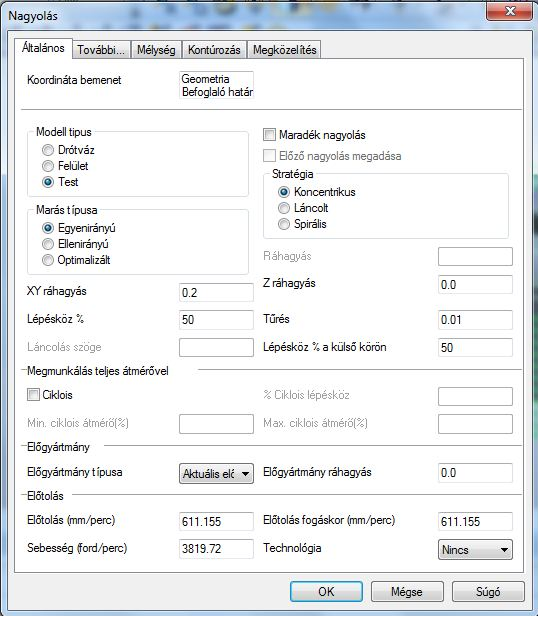
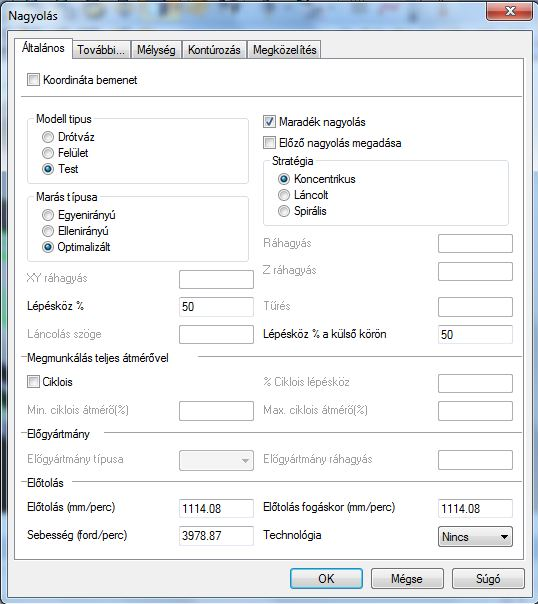
17. ábra Nagyolás ciklus beállítás általános fül
XY ráhagyás: az adott értékű ráhagyást alkalmazunk XY irányban a felületeken, tehát minden olyan felületen marad ráhagyás, ami nem az XY síkban fekszik.
Z ráhagyás: Z tengely irányú, azaz XY síkban fekvő felületek ráhagyása.
Előgyártmány típusa: több féle előgyártmányt adhatunk meg a pályaszámításhoz. Lehet például: aktuális előgyártmány, 3D modell, vagy az alaksajátosságot magába foglaló doboz stb.
x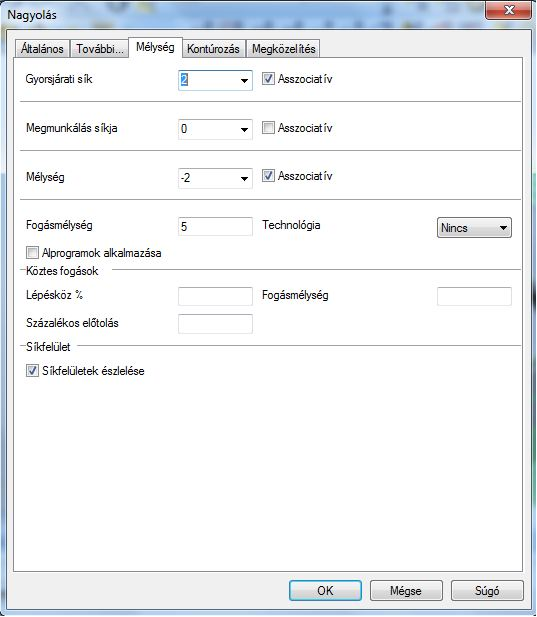
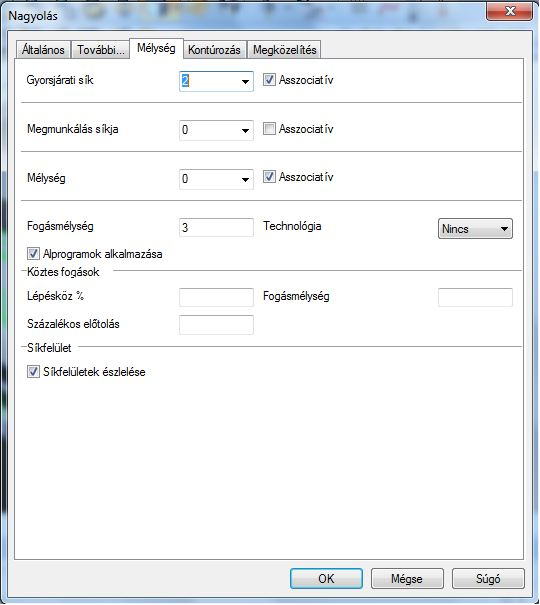
18. ábra Nagyolás ciklus beállítása mélység fül
Megmunkálás síkja: „Nincs” választása azt jelenti, hogy a kijelölt alaksajátosság tetejét tekinti a megmunkálás kezdő síkjának. Amennyiben konkrét számértéket adnánk meg, asszociatív esetben a választott alaksajátosság tetejétől a beírt értéknyire indulna a megmunkálás kezdete. Nem asszociatív esetben a számértekkel megadott abszolút Z magasságtól indulna a megmunkálás.
Mélység: -2 asszociatív jelentése – a megmunkálás alsó szintje a választott alaksajátosság aljánál 2 mm lejjebb legyen.
Fogásmélység: a Z irányú fogásvétel értéke.
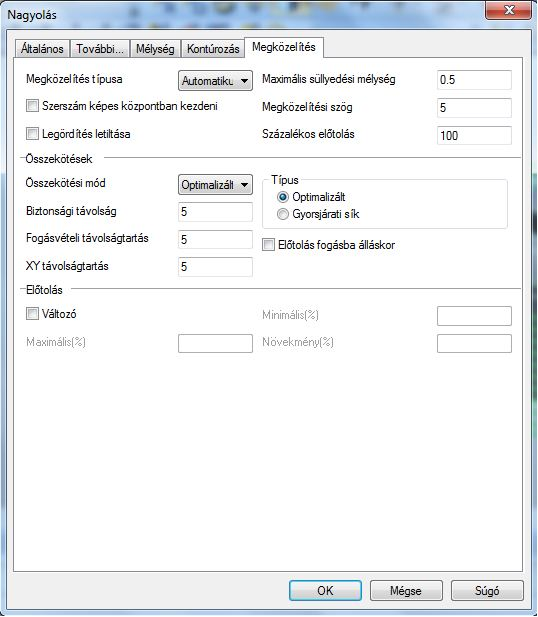
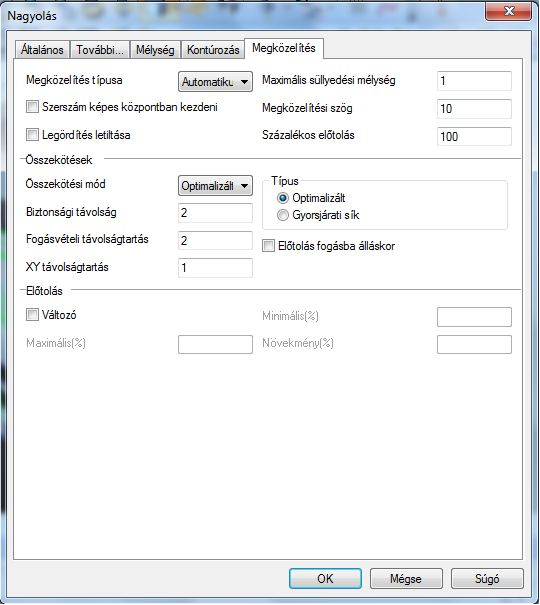
19. ábra Nagyolás ciklus beállítása megközelítés fül
Megközelítés típusa: A szerszám fogásvételi stratégiáit lehet meghatározni. „Automatikus” választása esetén, az alábbiak szerint jár el program. Marásnál célszerű a fogásvételi mozgásokat (Z irány) a munkadarabon kívül megtenni, amennyiben ez nem lehetséges, akkor a szerszám geometriáját figyelembe véve, valamilyen lejtős pályán ajánlott fogást venni. A program ezen elvek szerint, automatikusan generálja a fogásvételi mozgásokat. „Startfuratból” való megközelítést esetén egy előmunkált pozícióban, Z irányban ütközésmentesen süllyedhet a szerszám a következő fogásvételi mélységre. „Spirális” megközelítési stratégiánál csavarvonal mentén süllyed a szerszám. A „Lejtő” stratégia választása „cikk-cakk” vonal menti fogásvételt eredményez.
Szerszám képes központban kezdeni: választása engedi fogásvételnél Z irányú megmunkálást (fúrás a maróval fogásvételnél a következő Z szintre)
3. Üzenet: „Válasszon megmunkálandó alaksajátosságot.”Jelölje ki a teljes munkadarabot. A jelölést jobb klikkel fogadja el.
4. Üzenet: „Adjon meg befoglaló határt vagy jobb klikk”. Jobb klikkel lépjen tovább.
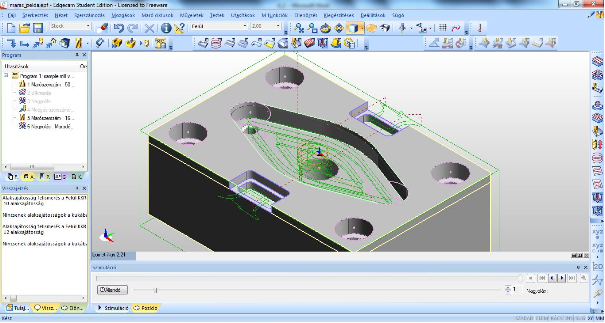
A parancs hatására elkészül a nagyoló szerszámpálya (20. ábra).
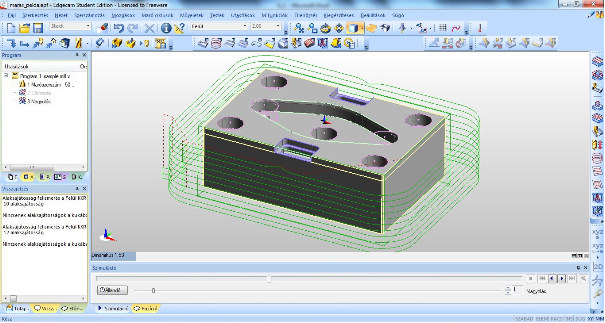
20. ábra A nagyolás szerszámpálya
Tevékenység: jegyezze meg, hogyan lehet a szerszámot szerszámcsere pozícióba küldeni!
Az aktuális szerszámmal további megmunkálást már nem végzünk, új szerszámmal folytatjuk a megmunkálást. A biztonságos szerszámcsere érdekében a szerszámot célszerű szerszámcsere pozícióba mozgatni. Szerszámcsere pozícióba küldeni a szerszámot a Fő eszközsorban balról harmadik helyen található Szerszámcsere paranccsal lehet.
5. Küldje a szerszámot szerszámcsere pozícióba. Szerszámcsere parancs majd OK.
6. Kapcsoljuk ki az eddigi program részek Láthatóságát.
4. Maradéknagyoló ciklus készítése
Tevékenység: Ismerje a ciklus használatát, a számozott lépéseket végezze el.
A maradék nagyolás során egy korábbi szerszám/szerszámpálya maradékát (azon részek, amit a referencia szerszámmal nem tudtunk megmunkálni, mivel a szerszám méretéből adódóan nem fért oda) távolítjuk el egy kisebb átmérőjű szerszámmal.
7. Jelölje ki a 16.0 mm Multi-Flute End Mill szerszámot (Marás fül/ Szármarók csoport), majd a Kiválaszt gomb lenyomásával adja hozzá a megmunkáló programhoz.
8. Indítsa el a Nagyolás ciklust, állítsa be az ábrákon szereplő paramétereket, majd nyomja meg OK gombot.
A maradéknagyolást a normál nagyolást létrehozó ciklussal készítünk, a „Maradék nagyolás” sor aktiválása után az előző nagyoló szerszámpálya ráhagyásait munkálja meg a szerszámpálya.
21. ábra Maradéknagyolás ciklus beállítás általános fül
22. ábra Maradéknagyolás ciklus beállítása mélység fül
23. ábra Maradéknagyolás ciklus beállítása megközelítés fül
9. Üzenet: „Válassza ki a határt (vagy befejezés)”. Jobb klikkel lépjen tovább.
A parancs hatására elkészül a maradéknagyoló szerszámpálya (24. ábra).
24. ábra A maradéknagyoló szerszámpálya
10. Kapcsoljuk ki az eddigi programrészek Láthatóságát.
5. Profilozó ciklus készítése
Tevékenység:
· Jegyezze meg a profilozó ciklus használatának menetét, a számozott lépéseket végezze el.
· Az egyes beállítási paraméterek hatását az önálló feladat elvégzése során próbálja ki.
A Nagyoló ciklusnál beállított 0,2 mm-es XY ráhagyást profilozó ciklus segítségével távolítjuk el. A profilozás a függőleges falak megmunkálására alkalmas. A szerszámpálya a munkadarab profilt követi le, a profil magasságát a fogásmélységre megadott értékekkel osztja fel.
1. Válassza ki a Marás eszköztárból a Profilozás ciklust, állítsa be a következő paramétereket, majd nyomja meg OK gombot.
25. ábra Profilozó ciklus beállítása 1
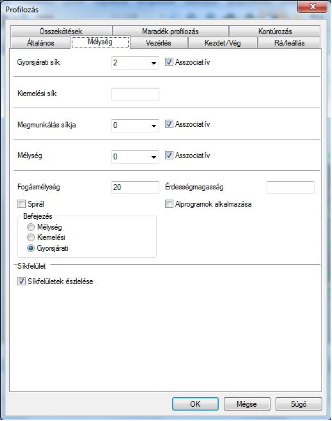
26. ábra Profilozó ciklus beállítása 2
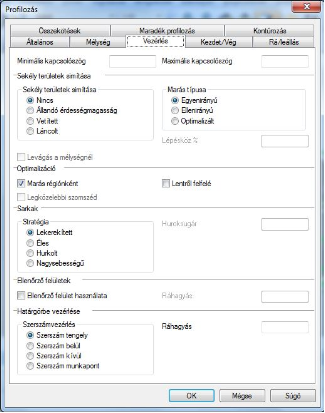
27. ábra Profilozó ciklus beállítása 3
A sarkok megmunkálási stratégiája: „Lekerekített” stratégia választása esetén (kontúr külső megmunkálásánál) az éles irányváltásoknál generált hegyes szögben találkozó szerszámpálya elemeket szerszámsugárral kerekíti (lásd 28. ábra).

28. ábra Sarkok lekerekített illetve éles megmunkálási stratégiával

29. ábra Profilozó ciklus beállítása 4

30. ábra Profilozó ciklus beállítása 5

31. ábra Profilozó ciklus beállítása 6
2. Üzenet: „Válasszon megmunkálandó alaksajátosságot”. Jelölje ki a munkadarabot befoglaló 2D sziget nevű alaksajátosságot (15. ábra). Majd jobb klikk.
3. Üzenet: „Adjon meg befoglaló határt (vagy jobb klikk)”. Jobb klikkel lépjen tovább.
A parancsok hatására elkészül a simító szerszámpálya. Következő lépésben a belső zsebre is elkészítjük a profilozást egy új profilozó ciklussal.
4. Válassza ki újra a Profilozás ciklust, állítsa be a korábbi paramétereket, majd nyomja meg OK gombot.
5. Üzenet: „Válasszon megmunkálandó alaksajátosságot”. Jelölje ki a nagy zárt zsebet befoglaló 2D zseb nevű alaksajátosságot (lásd 32. ábra). Majd jobb klikk.
32. ábra Belső zseb profilozás
6. Üzenet: „Adjon meg befoglaló határt (vagy jobb klikk)”. Jobb klikkel lépjen tovább.
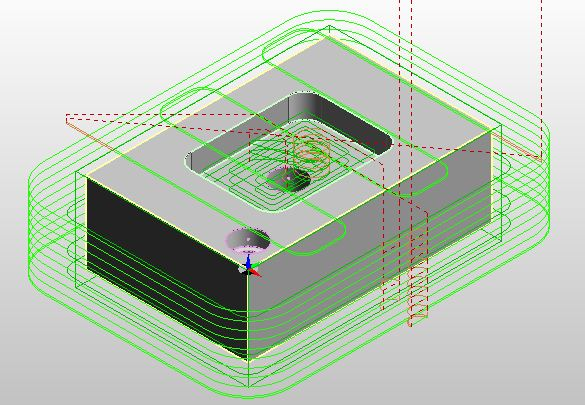
A 33. ábrán az elkészült profilozó szerszámpályák láthatóak.
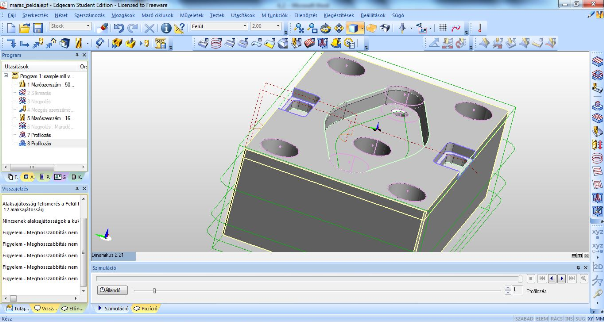
33. ábra Kész profilozó szerszámpályák
A darab középén lévő átmenő furat 20mm átmérőjű. A furatot készíthetnénk furással vagy akár marással is. A következő példában profilozó ciklus segítségével spirális marással készítjük a furatot. A spirális maráskor a szerszám egy csavarvonal alakú pályán folyamatosan süllyedve és követve az alakzat kontúrját készíti el a furatot.
7. Válassza ki újra a Profilozás ciklust, állítsa be a korábbi paramétereket. Kivétel:
a. Mélység fül: a fogásmélység legyen 3 mm és pipáljuk be a spirál megmunkálást
b. Rá/leállás: Típus - Nincs
8. Nyomja meg az OK gombot.
9. Üzenet: „Válasszon megmunkálandó alaksajátosságot”. Jelölje ki a darab középén az átmenő furat alaksajátosságot. Majd jobb klikk.
10. Üzenet: „Adjon meg befoglaló határt (vagy jobb klikk)”. Jobb klikkel lépjen tovább.
A 34. ábrán az elkészült spirális szerszámpálya látható.

34. ábra Furatmarás spirális szerszámpályával
11. Mentse el az eddigi munkáját.
Önellenőrző kérdések
A leckében szereplő példán gyakorolja be az előírt tevékenységeket. Önállóan változtasson az elkészült ciklusok forgácsolási és beállítási paraméterein, hogy megismerje hatásukat.
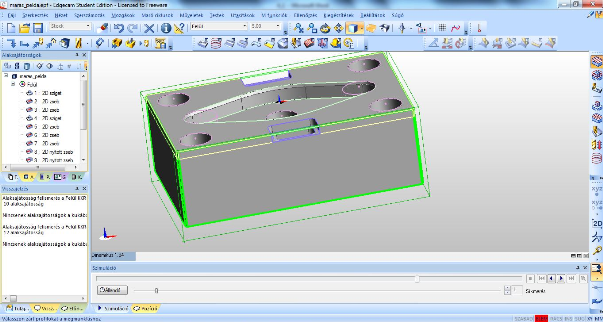
A maras_pelda2.stp modellen végezze el a leckében megismert beállításokat. A 35. ábrával összehasonlítva ellenőrizheti a munkáját. Mentse el munkáját.
· alaksajátosság keresés
· síkmarás
· zsebmarás
· spirális furatmarás
35. ábra Lecke önellenőrzés 1
· Készítsen saját modellt és próbálja azon is végig a fenti lépéseket.