4.3 lecke: Szerszámpálya generálás marásra 2
Cél
Az előző leckékben előkészítettük a modellt a megmunkálásra és készítettünk a síkmaró, nagyoló, maradéknagyoló és profilozó szerszámpályákat. Ebben a leckében megtanulhatja, hogyan lehet a darab gyártásához szükséges további szerszámpályákat elkészíttetni az EgdeCAM programmal.
Követelmények
Ön akkor sajátította el megfelelően a tananyagot, ha a mintapéldához hasonló nehézségű feladaton a leckében ismertetett szerszámpálya típusokat felhasználva önállóan elvi helyes szerszámpályákat tud generálni
Időszükséglet
A tananyag elsajátításához körülbelül 90 percre lesz szüksége.
Kulcsfogalmak
· művelet,
· fúrás művelet.
Bevezetés
Ebben a leckében az előző leckében szereplő munkadarab megmunkálását folytatjuk. Amennyiben bezárta a programot indítsa újra, majd nyissa meg az elmentett munkáját.
1. Készre munkálás nagyoló ciklussal
Tevékenység: Ismerje meg a ciklus használatát, a számozott lépéseket végezze el.
Amennyiben a nagyoló ciklus paraméter beállításánál a ráhagyás értékét nullának vesszük, akkor a nagyoló szerszámpálya egyből a kész méretre készíti a megmunkálást. Ez akkor alkalmazható, ha megmunkálással szemben nincsenek magas követelmények, ezért nem szükséges simító szerszámot alkalmazni stb. Következőkben, a darab két oldalán elhelyezkedő nyitott és zárt zsebek megmunkálását végezzük el.
1. A Szerszámtárból válassza ki a 6.0 mm Multi-Flute End Mill típusú szármarót.
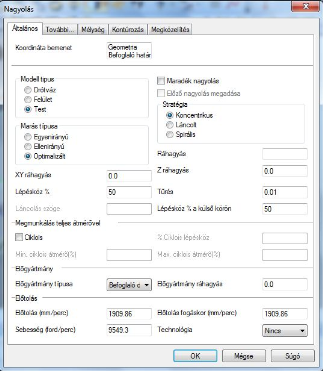
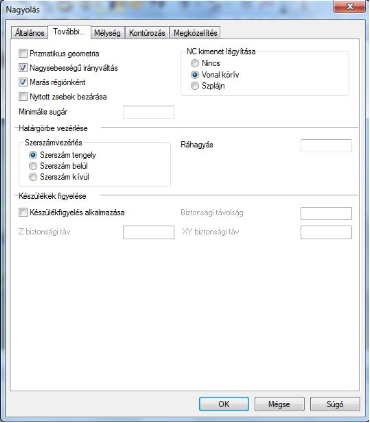
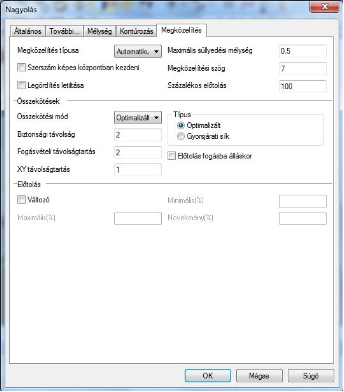
2. Válassza ki az Marás eszköztárból a Nagyolás ciklust, állítsa be a következő paramétereket, majd nyomja meg OK gombot.
Előgyártmány típusa: befoglaló doboz választása esetén, a megmunkálásra kiválasztott alaksajátosságot befoglaló négyzetet tekinti előgyártámánynak.
1. ábra Nyitott zseb marása 1
2. ábra Nyitott zseb marása 2

3. ábra Nyitott zseb marása 3
4. ábra Nyitott zseb marása 4
3. Vagy a képernyőn vagy az alaksajátosságok ablakban válasszuk ki az 5. ábrának megfelelően a két nyitott zseb alaksajátosságot, majd jobb egérgombbal fogadjuk el a kijelölést.
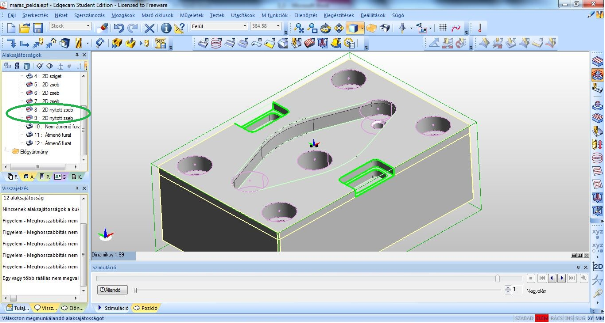
5. ábra Nyitott zsebek kijelölése
4. Üzenet: „Adjon meg befoglaló határt (vagy jobb klikk)”. Jobb klikkel lépjen tovább.
A 6. ábrán az elkészült szerszámpálya a nyitott zsebek megmunkálására látható.
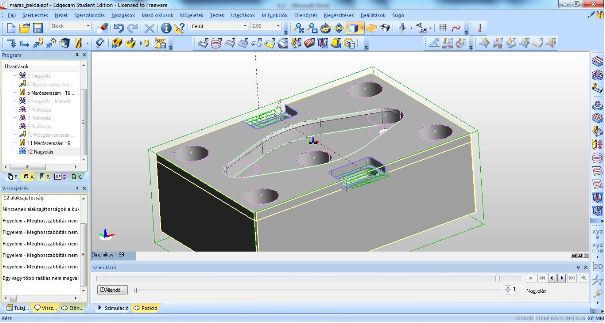
6. ábra Nyitott zsebek megmunkálása
A következőkben a zárt zsebek megmunkálását végezzük.
5. Végezze ugyanazt a folyamatot, amit a nyitott zsebeknél szerepelt, annyi különbséget tegyen, hogy a két darab 2D zsebet jelöli ki megmunkálásra.
A 7. ábrán a zárt zsebek megmunkálására készült szerszámpálya látható.
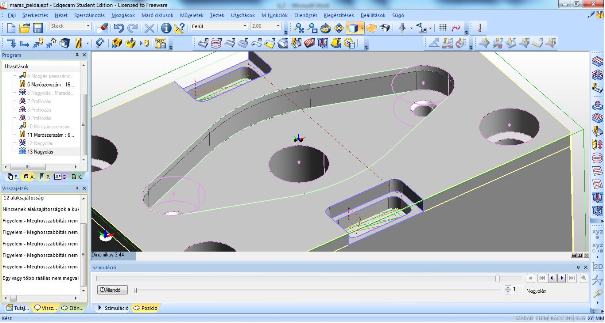
7. ábra Zárt zsebek megmunkálása
2. Fúrás művelet
Tevékenység: Ismerje meg a fúrás művelet használatát, a számozott lépéseket végezze el.
A munkadarabon 2 db zsákfurat és 4 db átmenő, még nem megmunkált furat található, ezeket a fúrás művelet segítségével készítjük el. A műveletek abban különböznek az eddig megismert ciklusoktól, hogy nem csak a forgácsoláshoz szükséges munkamozgásokat határozzák meg, hanem kezelik a kiegészítő funkciókat is (pl.: szerszámcsere, főorsó forgás ki-be kapcsolás, hűtővíz ki-be kapcsolás stb.). Műveletekkel dolgozva nem szükséges a műveletet megelőző szerszámválasztás, az a művelet párbeszéd ablakában állítható be.
1. Kapcsolja ki az eddig elkészült szerszámpályák láthatóságát.
2. Válassza ki a Műveletek eszköztárból a „Fúrás művelet maráshoz” műveletet.
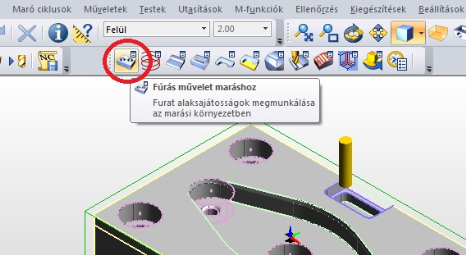
8. ábra Fúrás művelet maráshoz kiválasztás
3. Üzenet: „Válasszon pontokat”. Jelölje ki a „Nem átmenő furat” alaksajátosságot (9. ábra). Majd jobb klikk.

9. ábra Fúrás művelet maráshoz alaksajátosság kiválasztás
4. Végezze el a művelet paramétereinek beállítását, a következők szerint.
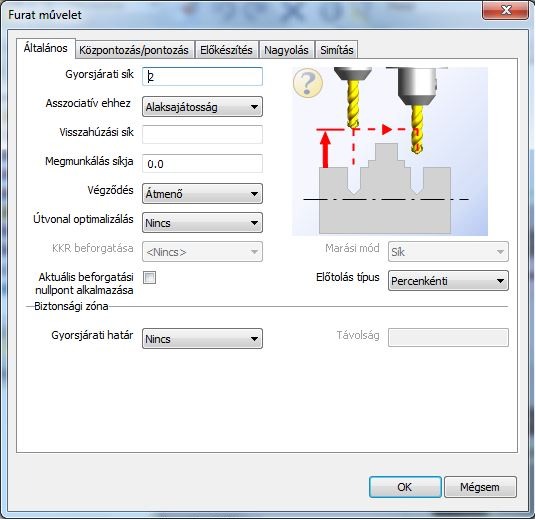
Általános fül:
Gyorsjárati sík: „2”, a gyorsjárati, pozícionáló mozgások a Z=2 magasságban történnek.
Megmunkálás síkja: „-10”, a furatok a 10 mm mély zseb alján azaz Z=-10 mm mélységben kezdődnek.
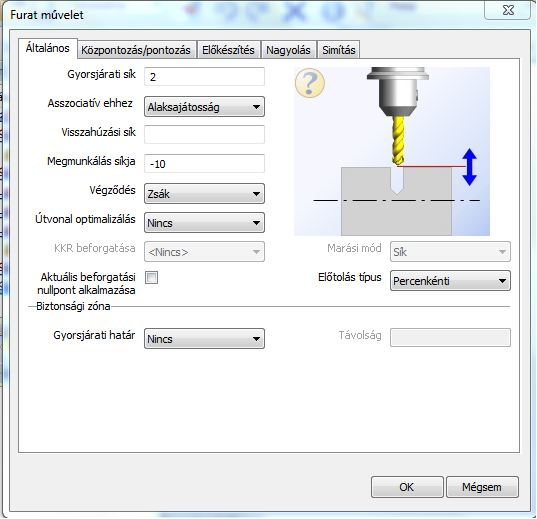
10. ábra Fúrás művelet maráshoz 1.
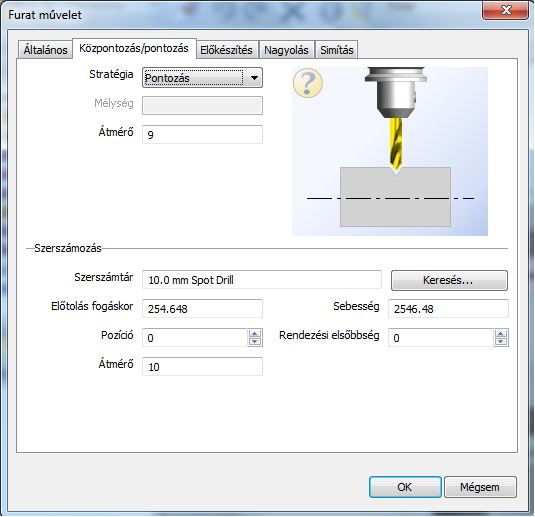
Központozás/pontozás
Stratégia: Pontozás (központfurat készítése a felső átmérő megadásával).
Átmérő: a 90°-os központfurat felső átmérőjének mérete.
Szerszámtár: a „Keresés” gomb kiválasztása után automatikusan megnyílik a szerszámtár központfúró szerszámokat tartalmazó füle. Válassza ki a „10 mm Spot Drill” központfúrót.
S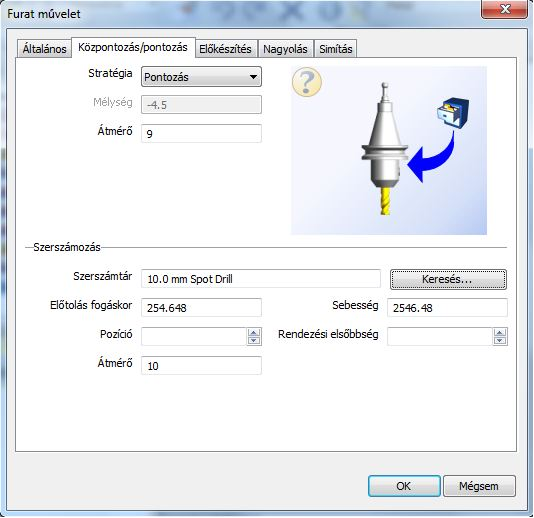
11. ábra Fúrás művelet maráshoz 2
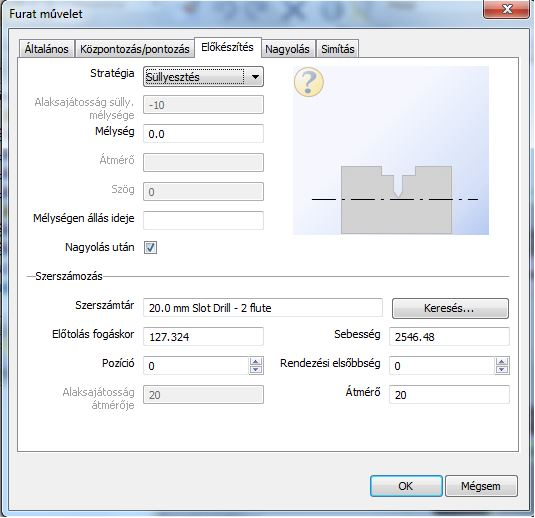
5. Az „Előkészítés” fülön a „Nincs előkészítés” állapotot válassza ki.
A központozást a modell szerinti méretre való fúrás követi, a fúrás paraméterei a nagyolás fül alatt találhatóak.
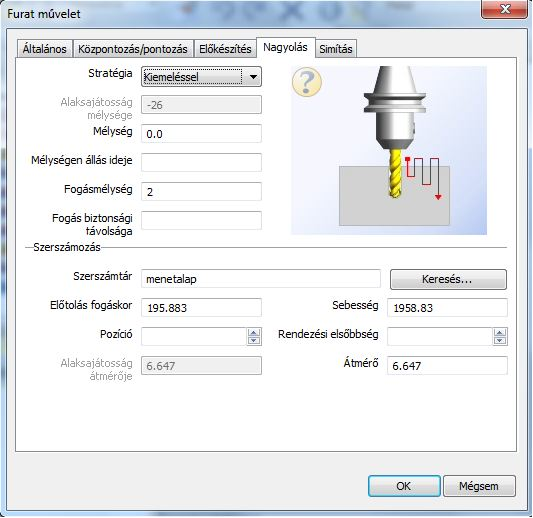
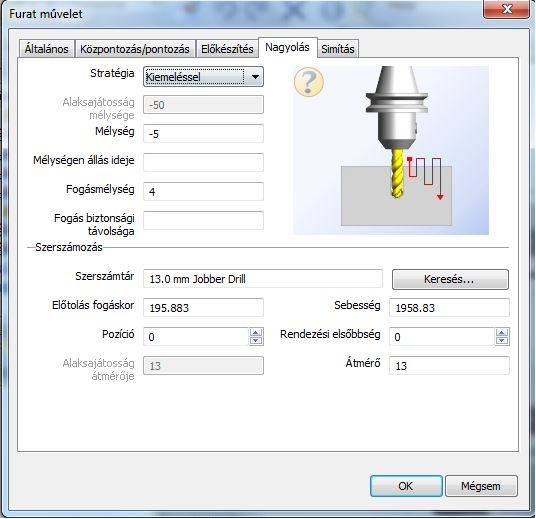
Nagyolás fül
Stratégia: Kiemelés (a szerszám forgácstörést végez kiemeléssel, azaz a „Fogásmélység” paraméterben szereplő hosszon végez előtolást, és minden fogás után a szerszámot kiemeli a furatból)
Szerszámtár: Keresés a megfelelő szerszám kiválasztásához. Amennyiben nem talál a geometriának megfelelő méretű szerszámot, felkínálja egy új szerszám készítését. Igen választásával lépjen tovább.
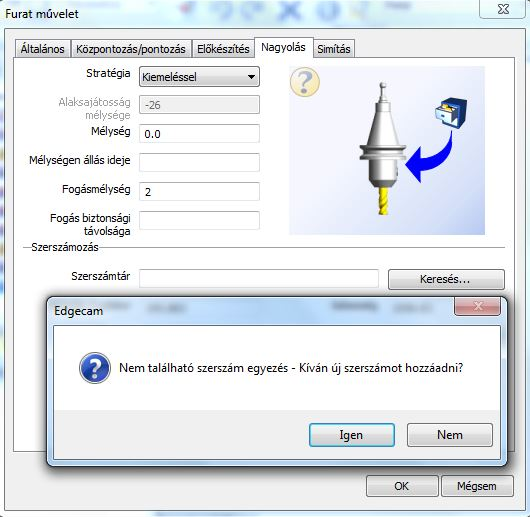
12. ábra Fúrás művelet maráshoz 3
6. Az automatikusan felnyíló ablakot a Mégse paranccsal zárja be.
7. Az automatikusan megjelenő szerszámtár ablakban válassza a „Fúrás” szerszámait, azokon a belül a „Fúró” szerszámokat, majd „Készít…”
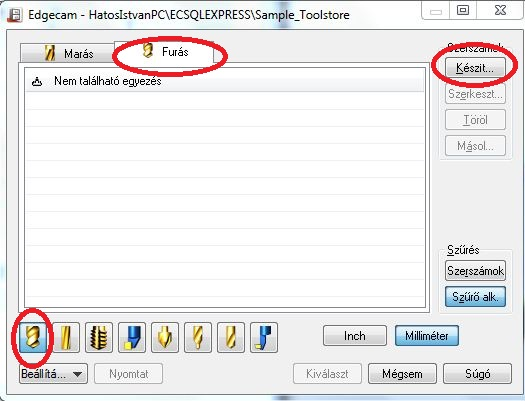
13. ábra Fúrás művelet maráshoz 4
8. Végezze el az alábbi beállításokat, majd OK.
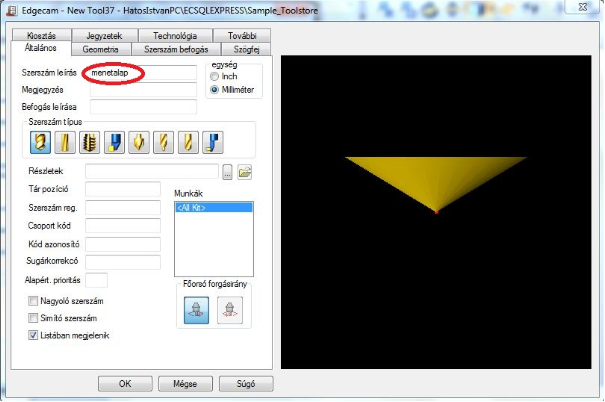
14. ábra Fúrás művelet maráshoz 5
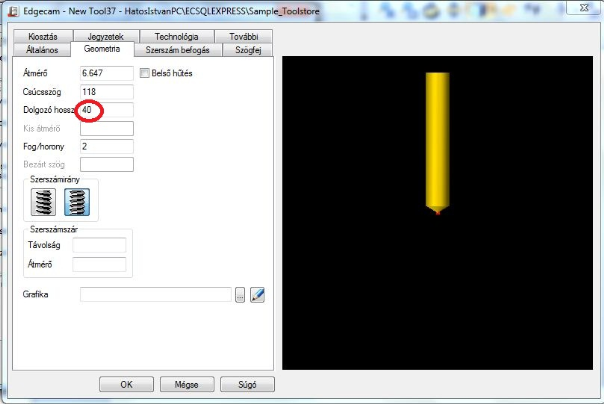
15. ábra Fúrás művelet maráshoz 6
9. Az általunk létrehozott „menetalap” nevű szerszám létrejött, a szerszámtárban látható. A Kiválaszt paranccsal a szerszám a művelet beállító felületre, majd onnan a programunkba kerül (16. ábra).
16. ábra Fúrás művelet maráshoz 7
10. A „Simítás” fülön a „Nincs simítás” állapotot válassza ki. Majd OK.
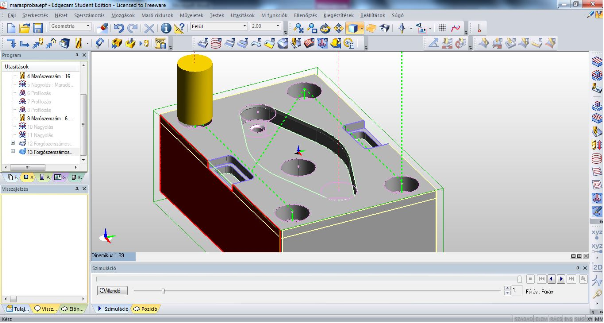
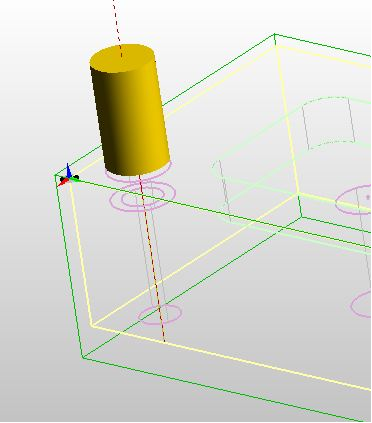
11. A 17. ábrán az elkészült szerszámpálya látható a zsákfuratok elkészítéséhez.
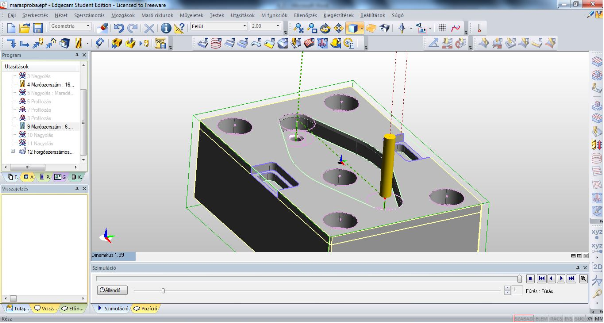
17. ábra Fúrás művelet maráshoz 8
A 4. db. átmenő furat megmunkálását szintén a fúrás művelet funkcióval célszerű elkészíteni. Minden egyes furathoz csavarfejsüllyesztés is tartozik, elkészítésük a műveleten belül az „Előkészítés” alatt programozható.
12. Indítsa a „Fúrás művelet maráshoz” parancsot. Végezze el a művelet paramétereinek beállítását az alábbiak szerint, majd OK.
18. ábra Fúrás átmenő furatok 1
19. ábra Fúrás átmenő furatok 2
20. ábra Fúrás átmenő furatok 3
21. ábra Fúrás átmenő furatok 4
A 22. ábrán a süllyesztett átmenő furatok szerszámpályái láthatóak.
22. ábra Az átmenő furatok szerszámpályája
A munkadarab megmunkálásához tartozó szerszámpályák elkészültek. Valós megmunkálás esetén feladat az NC kódok elkészítésével és a gyártáshoz szükséges dokumentáció készítésével folytatódna
Önellenőrző feladat
A leckében szereplő példán gyakorolja be az előírt tevékenységeket. Önállóan változtasson az elkészült ciklusok forgácsolási és beállítási paraméterein, hogy megismerje hatásukat.
A maras_pelda2.stp modellen végezze el a lépcsős furat programozását (központozás, fúrás, süllyesztés). A 23. ábrával összehasonlítva ellenőrizheti a munkáját. Mentse el munkáját.
23. ábra Lecke önellenőrzés 2
Készítsen saját modellt és próbálja azon is végig a fenti lépéseket.